Đánh bóng công nghiệp
Ép phun – Quy trình, Vật liệu, Ưu điểm & Thêm nữa

Th4
Ép phun là một quy trình được sử dụng để sản xuất các bộ phận bằng nhựa cho nhiều ứng dụng khác nhau. Ngày nay, hầu hết các ngành công nghiệp đều sử dụng các thành phần ép phun ở một số khả năng, cho dù là trong thùng rác có bánh xe, bộ phận điều khiển hay thậm chí là Trạm vũ trụ quốc tế (ISS).
Ép phun đang ngày càng trở nên phổ biến. Nhu cầu ép phun, đang tăng trưởng với tốc độ tăng trưởng kép hàng năm (CAGR) là 5%, gần gấp đôi so với nhu cầu của ngành sản xuất nói chung, đang có tốc độ tăng trưởng 3%. Khi chúng ta tiến triển trong kỷ nguyên của Cuộc cách mạng công nghiệp lần thứ tư, ngày càng có nhiều nhà sản xuất kết hợp ép phun vào hoạt động của họ.
Trong bài viết này, chúng tôi sẽ khám phá công nghệ này cùng với các khả năng và hạn chế của nó để hiểu cách các công ty có thể tận dụng nó để tạo ra các bộ phận tùy chỉnh.
Ép phun là gì?
Ép phun là một quy trình sản xuất sử dụng áp suất cao để ép các vật liệu mềm, chẳng hạn như nhựa, vào khuôn để tạo hình. Quy trình này có thể xử lý hàng nghìn loại polyme và vật liệu nhựa khác nhau, mỗi loại có các đặc tính khác nhau. Do đó, quy trình này cho phép sản xuất nhiều loại bộ phận có đặc điểm riêng. Mặc dù ép phun chủ yếu được sử dụng để tạo ra các sản phẩm nhựa, nhưng nó cũng có thể sản xuất các bộ phận từ một số kim loại dạng bột. Về cơ bản, quy trình này giống như quy trình đúc khuôn
Trong cuộc sống hàng ngày, chúng ta được bao quanh bởi các mặt hàng được làm bằng phương pháp ép phun. Ví dụ bao gồm bàn chải đánh răng, kính, cốc nhựa, tivi, điện thoại thông minh, ghế, đồ chơi, vỏ thiết bị điện tử tiêu dùng, dao kéo dùng một lần và các bộ phận ô tô. Nhiều sản phẩm có thể bao gồm nhiều vật liệu khác nhau hoặc kết hợp nhiều màu sắc khác nhau. Ví dụ, bàn chải đánh răng kết hợp vật liệu mềm với vật liệu cứng và có thể có các sọc và mảng màu khác nhau dọc theo tay cầm.
Ngoài ra, một số sản phẩm cũng có thể bao gồm các miếng chèn kim loại.
Các thành phần của quy trình ép phun
Quy trình thiết lập bao gồm một bộ phận phun nơi vật liệu được nung nóng và nén, một khuôn nơi vật liệu được định hình và các hệ thống phụ trợ thực hiện các chức năng cụ thể.
Đơn vị phun
Đơn vị phun bao gồm một thùng được gia nhiệt và một trục vít qua lại. Vật liệu mềm được đưa vào thùng thông qua một phễu thẳng đứng. Trục vít qua lại bên trong thùng không chỉ trộn vật liệu mà còn cung cấp lực ép cần thiết để đẩy vật liệu vào khuôn. Thùng được trang bị các bộ phận gia nhiệt làm nóng chảy nguyên liệu thô và tăng cường độ lưu động của vật liệu. Ngoài ra, chuyển động của trục vít tạo ra nhiệt thông qua tác động cắt. Khi vật liệu đạt đến độ nhớt mong muốn, vật liệu sẽ được ép vào khuôn.
Khuôn
Khuôn có thể được chế tạo từ các vật liệu bền như thép hoặc các vật liệu có độ bền vừa phải như nhôm. Mỗi vật liệu có các trường hợp sử dụng cụ thể. Ví dụ, khi cần khối lượng lớn (>25.000), khuôn thép được ưa chuộng hơn do độ bền của chúng dưới áp suất cao. Mặc dù khuôn thép đắt hơn, nhưng số lượng lớn các bộ phận được sản xuất giúp giảm tổng chi phí cho mỗi bộ phận và giúp chúng tiết kiệm chi phí hơn. Thép không gỉ cũng có giới hạn dung sai tốt hơn các kim loại khác do độ bền vượt trội của nó.
Mặt khác, khuôn nhôm phù hợp hơn với các đợt sản xuất nhỏ hơn (<25.000). Các khuôn này tiết kiệm chi phí hơn, giảm chi phí cho mỗi bộ phận đối với các đợt sản xuất nhỏ. Tuy nhiên, chúng có một số nhược điểm, chẳng hạn như tuổi thọ ngắn hơn và bề mặt hoàn thiện kém do tính chất cơ học kém.
Tấm kẹp
Tấm kẹp được gắn vào nửa khuôn để cố định chúng trong quá trình phun. Lực cần thiết thường được cung cấp thông qua áp suất thủy lực.
Hệ thống làm mát
Hệ thống làm mát gốc nước hoặc gốc dầu được tích hợp để tạo điều kiện làm mát nhanh nhựa nóng chảy bên trong khuôn. Đường làm mát giúp giảm thời gian chu kỳ trong khi vẫn duy trì nhiệt độ khuôn thích hợp.’
Các yếu tố cần cân nhắc trước khi lựa chọn ép phun
Không có quy trình sản xuất nào vượt trội trong mọi ứng dụng và ép phun cũng không ngoại lệ. Các điều kiện cụ thể phải được đáp ứng để tận dụng tối đa các lợi thế của quy trình này. Hãy cùng xem xét các điều kiện này và những phẩm chất khiến ép phun trở thành một lựa chọn hấp dẫn.
Khối lượng lớn
Quy trình ép phun liên quan đến chi phí ban đầu đáng kể, bao gồm chi phí liên quan đến máy ép phun, khuôn và các hệ thống liên quan. Tuy nhiên, sau khi thu hồi được các chi phí này, chi phí đúc cho mỗi bộ phận nằm trong số những chi phí thấp nhất trong ngành. Để hưởng lợi từ chi phí đúc cho mỗi bộ phận thấp này, khối lượng sản xuất phải đủ cao. Do đó, ép phun là một lựa chọn hấp dẫn chủ yếu cho sản xuất khối lượng lớn. Ngưỡng cụ thể được quyết định theo từng trường hợp nhưng thường dao động từ hàng nghìn đến hàng triệu bộ phận.
Độ phức tạp của thiết kế
Mặc dù ép phun có thể tạo ra các hình dạng phức tạp bằng cách sử dụng các khuôn phức tạp, nhưng vẫn có những hạn chế. Tính khả thi của quy trình có thể được cải thiện bằng cách giảm số lượng bộ phận và đơn giản hóa các thiết kế hiện có. Cách tiếp cận này sẽ tạo điều kiện thuận lợi cho việc thực hiện và giúp duy trì tỷ lệ lỗi thấp. Các thiết kế đơn giản hơn có một lợi thế rõ rệt trong ép phun.
Thời gian giao hàng ban đầu cao hơn
Thời gian giao hàng ban đầu cho ép phun có thể kéo dài tới 12 tuần. Một phần đáng kể trong thời gian này được dành cho việc thiết kế và tối ưu hóa dụng cụ cho các bộ phận. Nếu cần các bộ phận sớm hơn, sử dụng dịch vụ in 3D và gia công CNC là các lựa chọn thay thế khả thi.
Không phù hợp với hầu hết các thành phần kim loại
Một quy trình phụ được gọi là Đúc phun kim loại (MIM) có thể sản xuất các thành phần từ một số kim loại nhất định. Tuy nhiên, phạm vi kim loại phù hợp rất hạn chế. Các phương án thay thế, chẳng hạn như đúc, gia công và rèn, có thể được sử dụng cho các bộ phận được làm từ các kim loại khác nhau.
Quy trình ép phun
Về lý thuyết, ép phun là một quy trình đơn giản: làm nóng chảy nhựa, phun vào khuôn, để nguội và tạo ra sản phẩm nhựa. Tuy nhiên, trên thực tế, ép phun là một quy trình phức tạp đã được cải tiến trong 150 năm qua kể từ năm 1872 khi Wesley Hyatt cấp bằng sáng chế cho máy đầu tiên.
Quy trình bắt đầu bằng việc sản xuất khuôn mẫu. Khuôn mẫu chất lượng cao tạo ra các bộ phận chất lượng cao. Trong nhiều trường hợp, hình dạng bộ phận có thể cần được tối ưu hóa để đảm bảo tương thích với quy trình ép phun. Những điều chỉnh nhỏ trong thiết kế có thể cải thiện đáng kể hiệu quả và hiệu quả về chi phí của quy trình. Một số sửa đổi thiết kế này sẽ được thảo luận sau trong bài viết này.
Các lần chạy thử thường được tiến hành để đảm bảo rằng bộ phận cuối cùng đáp ứng các thông số kỹ thuật bắt buộc. Sau khi thử nghiệm và bất kỳ sửa đổi cần thiết nào dựa trên kết quả, quá trình ép phun có thể bắt đầu trên khuôn mẫu.
Quy trình này sử dụng nhựa nóng chảy làm vật liệu nạp. Nhựa nạp vào máy dưới dạng viên, mỗi viên có đường kính lên đến vài milimét. Những viên này được đổ vào thùng qua phễu. Thùng được trang bị các bộ phận gia nhiệt và một trục vít qua lại để gia nhiệt và đồng nhất vật liệu nạp. Một động cơ thủy lực hoặc điện có thể cung cấp năng lượng cho trục vít.
Nguyên liệu được bơm vào khuôn ở áp suất phun cao sau khi đạt được độ nhớt và nhiệt độ mong muốn. Áp suất cao cho phép nhựa lấp đầy khoang một cách hiệu quả. Trước khi phun, khoang được lấp đầy bằng không khí. Khi nhựa đi vào khuôn, không khí được đẩy ra qua nhiều lỗ thông hơi nhỏ nằm dọc theo chu vi của khoang khuôn. Các lỗ thông hơi này mỏng hơn sợi tóc người. Do đó, trong khi không khí có thể thoát ra, nhựa không thể đi vào các lỗ thông hơi này do độ nhớt cao hơn.
Hệ thống làm mát trong khuôn làm mát và đông cứng nhựa theo hình dạng của khoang khuôn. Bộ điều khiển nhiệt độ bên ngoài điều chỉnh nhiệt độ của môi trường làm mát. Sau đó, hai nửa khuôn được tách ra để đẩy sản phẩm nhựa ra.

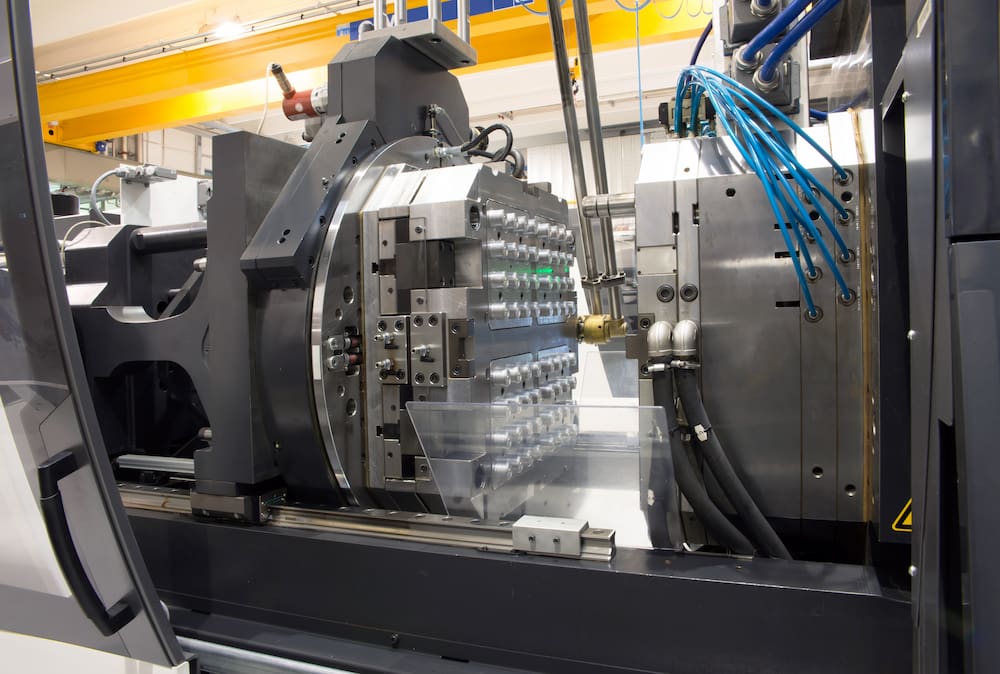
Khi làm mát, lực kẹp được giải phóng và hai nửa khuôn được tách ra. Khi nhựa co lại, nó bám vào nửa lõi của khuôn. Chốt đẩy được tích hợp vào hệ thống để tách sản phẩm nhựa ra khỏi khuôn sau khi hai nửa đã tách ra. Chốt đẩy để lại các vết tròn nhỏ trên sản phẩm, được gọi là dấu hiệu chốt đẩy. Những vết này có thể được quan sát thấy trên tất cả các bộ phận đúc phun khi kiểm tra kỹ hơn (cũng có thể nhìn thấy trên hình ảnh ở trên).
Các thành phần cần được hoàn thiện thêm để loại bỏ phần nhựa thừa đông lại trong các cổng, rãnh và ống phun. Ống phun đóng vai trò là kênh giữa nòng và khoang, và nó cũng đông lại cùng với sản phẩm nhựa. Ống phun thường được loại bỏ khỏi bộ phận bằng cách vặn hoặc cắt thủ công.
Vật liệu phù hợp nhất cho quy trình ép phun
Có hơn 90.000 loại nhựa khác nhau tương thích với quá trình ép phun. Tất cả các vật liệu này có thể được phân loại thành 45 họ polyme riêng biệt. Để mở rộng phân loại, chúng có thể được chia thành hai loại: polyme nhiệt rắn và polyme nhiệt dẻo. Polyme nhiệt rắn chỉ có thể được sử dụng một lần và không thể nấu chảy lại hoặc định hình lại. Ngược lại, polyme nhiệt dẻo có thể được tái chế thành các sản phẩm mới thông qua quá trình nung lại và định hình lại.
Việc lựa chọn vật liệu chịu ảnh hưởng của nhiều yếu tố, bao gồm mức độ trong suốt, độ bền, khả năng chịu nhiệt, độ cứng, khả năng chống ăn mòn, khả năng chống cháy, hoàn thiện bề mặt và chi phí mong muốn.
Các loại nhựa được sử dụng phổ biến nhất trong quy trình ép phun bao gồm polycarbonate (PC), acrylonitrile butadiene styrene (ABS), polypropylene (PP), polyoxymethylene (POM), polystyrene (PS), polybutylene terephthalate (PBT), polymethyl methacrylate (PMMA) và polyethylene (PE). Chúng ta hãy tập trung vào 3 loại vật liệu ép phun phổ biến nhất và ứng dụng của chúng:
Polycarbonate (PC)
Polycarbonate là một loại polyme nhiệt dẻo được sử dụng rộng rãi, rất phù hợp để đúc phun. Nó thể hiện khả năng chịu nhiệt, chịu va đập và chịu hóa chất tuyệt vời. Nó cũng có các đặc tính quang học tuyệt vời và đóng vai trò là chất cách điện hiệu quả.
Do tính linh hoạt của mình, PC được sử dụng trong nhiều ngành công nghiệp khác nhau, bao gồm sản xuất, xây dựng và công nghệ. Trong cuộc sống hàng ngày, chúng ta thấy ứng dụng của nó trong vỏ điện thoại, tròng kính mắt, sản phẩm văn phòng phẩm, hộp đựng thực phẩm và đồ uống, và đồ dùng nhà bếp.
Acrylonitrile Butadiene Styrene (ABS)
ABS là vật liệu ép phun nhiệt dẻo được sử dụng rộng rãi. Nó có các đặc tính như khả năng chịu nhiệt và hóa chất, độ bền, độ bền và độ ổn định về kích thước (không bị uốn cong dưới tải). Không giống như polycarbonate, ABS là vật liệu mờ đục.
ABS thường được sử dụng trong các ứng dụng đòi hỏi độ cứng cao hơn polycarbonate nhưng vẫn có khả năng hấp thụ lực dưới ứng suất cao. Lớp hoàn thiện bóng của nó cũng làm cho nó phù hợp cho các ứng dụng thẩm mỹ.
Vật liệu này được sử dụng trong nhiều ứng dụng khác nhau, bao gồm mũ bảo hiểm an toàn, máy hút bụi, gạch LEGO, đồ chơi, nhạc cụ, bàn phím máy tính, ốp điện thoại, hành lý, cản xe hơi, bảng điều khiển xe hơi và nhiều loại ống và phụ kiện khác nhau.
Polypropylene (PP)
Polypropylene là một trong những loại nhựa được sử dụng rộng rãi nhất hiện nay. Đây là một loại polyme nhiệt dẻo có các đặc tính như cách điện, độ bền và độ đàn hồi cũng như khả năng chịu nhiệt, chịu mỏi và chịu hóa chất.
Do bản chất không độc hại, PP được sử dụng trong bao bì thực phẩm và cốc uống nước. Khả năng chống hóa chất của nó khiến nó trở thành vật liệu lý tưởng cho ngành công nghiệp mỹ phẩm. Các bộ phận ô tô, chẳng hạn như cản và vỏ pin, cũng sử dụng polypropylene.
Polypropylene cũng được sử dụng để làm dây thừng, thiết bị y tế (ống tiêm, lọ, chỉ khâu), đồ chơi, đồ bọc, thảm, v.v.

Ưu điểm của ép phun
Các đặc điểm của ép phun khiến nó trở thành quy trình lý tưởng để sản xuất các sản phẩm có nhiều loại và kích cỡ khác nhau. Việc sử dụng nhựa ngày càng tăng cũng góp phần vào sự phát triển của ngành ép phun. Quy trình này mang lại một số ưu điểm:
Rất linh hoạt
Ép phun rất linh hoạt về mặt các loại sản phẩm mà nó có thể sản xuất. Nó có thể tạo ra các sản phẩm có nhiều kích thước, màu sắc và độ bền khác nhau. Các sản phẩm có thể tồn tại trong thời gian dài mà không cần bất kỳ bảo trì nào. Khuôn hai lần phun hoặc khuôn nhiều lần phun có thể được sử dụng để kết hợp hai hoặc nhiều vật liệu riêng biệt thành một sản phẩm hoàn thiện duy nhất. Mặc dù không có giới hạn về số lượng bộ phận có thể được sản xuất, nhưng các đợt sản xuất ngắn có thể không hiệu quả về mặt chi phí.
Tùy chọn vật liệu mở rộng
Sự đa dạng của các tùy chọn vật liệu có nghĩa là sản phẩm có thể có nhiều đặc tính khác nhau. Có thể kết hợp các vật liệu để tận dụng các đặc tính của từng vật liệu ở nhiều khu vực khác nhau của cùng một sản phẩm.
Ngoài nhựa, ép phun cũng có thể chứa cao su và một số kim loại. Điều này mở rộng sự đa dạng của các thành phần có thể được sản xuất bằng cách ép phun.Tùy chọn vật liệu mở rộng
Sự đa dạng của các tùy chọn vật liệu có nghĩa là sản phẩm có thể có nhiều đặc tính khác nhau. Có thể kết hợp các vật liệu để tận dụng các đặc tính của từng vật liệu ở nhiều khu vực khác nhau của cùng một sản phẩm.
Ngoài nhựa, ép phun cũng có thể chứa cao su và một số kim loại. Điều này mở rộng sự đa dạng của các thành phần có thể được sản xuất bằng cách ép phun.
Tương thích với sản xuất hàng loạt
Ép phun lý tưởng cho sản xuất hàng loạt nhờ thời gian chu kỳ thấp cũng như tính nhất quán và độ tin cậy cao của từng bộ phận. Đối với các thành phần từ trung bình đến lớn, thông thường chỉ sản xuất một bộ phận trong mỗi chu kỳ. Tuy nhiên, đối với các mặt hàng nhỏ hơn, chẳng hạn như dao kéo, chúng tôi có thể sản xuất nhiều bộ phận trong mỗi chu kỳ bằng cách sử dụng nhiều khuôn khoang, kênh phân phối, rãnh và cổng.
Chi phí thấp cho mỗi bộ phận
Tổng chi phí sản xuất của ép phun tương đối cao. Tuy nhiên, chi phí cho mỗi bộ phận giảm khi sản xuất khối lượng lớn. MOQ phụ thuộc vào các yếu tố như chi phí thiết lập, chi phí vật liệu và độ phức tạp của thiết kế. Với sự kết hợp phù hợp của các yếu tố này, chi phí cho mỗi bộ phận khi ép phun có thể giảm xuống thấp hơn so với các công nghệ cạnh tranh, chẳng hạn như in 3D, gia công CNC và đúc.
Chất thải tối thiểu
Ép phun tạo ra ít vật liệu thải hơn đáng kể so với các phương pháp chế tạo trừ như gia công CNC. Tuy nhiên, một số nhựa thải là không thể tránh khỏi do có rãnh phun, rãnh phun và cổng. Chất thải này có thể được giảm thiểu hơn nữa thông qua tối ưu hóa thiết kế và triển khai các rãnh nóng. Đường dẫn nóng tạo thành mạng lưới phân phối được làm nóng, phun nhựa nóng chảy vào các khoang của khuôn. Nhược điểm là chúng đắt hơn các hệ thống đường dẫn lạnh truyền thống.
Hạn chế của ép phun
Ép phun có một số hạn chế riêng. Việc cân nhắc cẩn thận những nhược điểm sau đây có thể giúp các nhà sản xuất đưa ra quyết định sáng suốt về việc liệu họ có thể sản xuất ra một sản phẩm khả thi bằng cách sử dụng ép phun hay không.
Đầu tư ban đầu cao
Ép phun liên quan đến chi phí trả trước đáng kể. Chi phí chính bao gồm bộ phận phun và khuôn. Ngoài ra, thiết kế và sản xuất khuôn có thể mất vài tuần, làm tăng thêm chi phí do cần nhiều nhân công, năng lượng và thời gian cho quy trình.
Quy trình tốn thời gian
Ép phun có hiệu quả cao, có khả năng sản xuất hàng trăm sản phẩm mỗi giờ khi hoạt động. Tuy nhiên, thời gian ban đầu cần thiết cho quy trình và thiết kế khuôn có thể là một bất lợi trong những tình huống cần đưa sản phẩm ra thị trường nhanh chóng. Trong những trường hợp như vậy, công nghệ tạo mẫu nhanh có thể là giải pháp thay thế phù hợp hơn.
Quy trình dựa trên kỹ năng
Quy trình ép phun hiện đại đòi hỏi rất nhiều kỹ năng và kinh nghiệm từ các nhà thiết kế. Việc đạt được một quy trình hiệu quả có thể là thách thức ở những khu vực thiếu lao động lành nghề.
Không phù hợp với kim loại
Mặc dù có thể điều chỉnh để sử dụng với một số kim loại ở dạng bột, nhưng nó không thể cạnh tranh với các quy trình sản xuất truyền thống, chẳng hạn như đúc và gia công CNC, về các loại kim loại có thể gia công. Hạn chế này hạn chế đáng kể việc ứng dụng của nó trong các sản phẩm từ kim loại.
Không phù hợp với các thành phần rất lớn
Quy trình ép phun có thể trở nên kém hiệu quả khi được thiết kế cho các thành phần rất lớn. Máy đúc và dụng cụ đúc có giới hạn về kích thước không thể vượt quá. Trong những trường hợp đặc biệt, các bộ phận vượt quá công suất của máy có thể được đúc thành nhiều thành phần và lắp ráp lại với nhau.
Làm thế nào để tối ưu hóa bộ phận của bạn cho khuôn ép phun

Khách hàng thường mang đến những thiết kế ban đầu có vẻ không phù hợp để đúc phun. Có một số điều có thể thực hiện để điều chỉnh những thiết kế như vậy. Đúc phun là một quá trình tốn kém. Do đó, bất kỳ con đường nào để tối ưu hóa thiết kế đều cần được khám phá và triển khai để tiết kiệm các nguồn tài nguyên có giá trị. Chúng ta có thể sử dụng các nguyên tắc Thiết kế để sản xuất (DFM) để tìm ra những cải tiến này và giảm chi phí sản xuất.
Một số thay đổi mà khách hàng có thể thực hiện ngay hôm nay để tiết kiệm chi phí đúc phun như sau:
Độ dày thành đồng đều
Độ dày thành là yếu tố quan trọng nhất trong quá trình ép phun. Đối với ép phun, độ dày thành phải đồng đều nhất có thể. Độ dày thành khác nhau có tỷ lệ co ngót khác nhau, dẫn đến các khuyết tật như cong vênh chi tiết và túi khí. Độ dày cao hơn cũng làm tăng lượng vật liệu sử dụng, có thể không có lợi thế bổ sung nào về độ bền cấu trúc, chức năng hoặc hình thức. Việc sử dụng lõi có thể giúp giảm và cân bằng độ dày tổng thể của chi tiết. Độ dày thành được khuyến nghị cho ép phun là từ 1 mm đến 3 mm.
Sử dụng Boss
Boss được tạo ra để gia cố các khu vực yếu hơn, chẳng hạn như lỗ vít và khe. Chúng cũng có thể cung cấp cơ chế lắp ráp nhanh vì chúng có thể khớp vào nhau, duy trì sự căn chỉnh tương tự như chốt chặn. Đường kính và độ dày của boss cần được cân nhắc cẩn thận. Đường kính của boss và lỗ vít phải nhỏ hơn để bù cho sự co ngót. Độ dày của boss không được vượt quá 60 phần trăm tổng độ dày của thành.
Góc bo tròn
Góc nhọn trên một bộ phận có thể nhanh chóng làm tăng chi phí cho khuôn vì chúng đòi hỏi phải sử dụng gia công EDM đắt tiền. Chúng cũng có thể gây ra ứng suất tăng trong bộ phận, tạo ra điểm hỏng tiềm ẩn. Nên ưu tiên các góc bo tròn và chuyển tiếp trơn tru hơn các góc nhọn.
Góc nghiêng
Góc nghiêng là một khía cạnh rất quan trọng khác của thiết kế khuôn. Một bộ phận có thành vuông góc hoàn hảo rất khó đẩy ra vì thành bên trong của bộ phận sẽ kéo dọc theo lõi khuôn. Một khoảng chân không cũng sẽ hình thành vì không khí không thể đi vào khe hở giữa bộ phận và lõi trong quá trình tách rời. Tuy nhiên, bằng cách tạo ra độ côn nhẹ, bộ phận có thể được tháo ra dễ dàng hơn. Ngay khi các chốt đẩy đẩy vào bộ phận, toàn bộ thành bên trong sẽ tách khỏi lõi và không khí dễ dàng đi vào. Góc nghiêng cũng ngăn ngừa vết kéo.
Thông thường, độ côn hoặc góc nghiêng 1-2 độ là đủ. Đối với nhiều kết cấu hơn, 3-5 độ mỗi bên và 5 độ mỗi bên đối với kết cấu dày.
Lựa chọn vật liệu
Lựa chọn vật liệu ảnh hưởng trực tiếp đến sự an toàn, chất lượng, hiệu suất, chi phí và hiệu quả sản xuất, cũng như tính bền vững. Tuy nhiên, với danh sách dài các vật liệu tương thích với quy trình, quy trình này có thể khá khó khăn.
Khách hàng thường vội vàng trong quá trình lựa chọn do thiếu hiểu biết hoặc thiếu chuyên môn. Tuy nhiên, vì các bộ phận bằng nhựa được sử dụng trong thiết bị an toàn trong các lĩnh vực hàng không vũ trụ, ô tô và hàng hải, nên việc lựa chọn đúng vật liệu là rất quan trọng. Các đặc tính như nhiệt độ sử dụng ngắn hạn tối đa, độ bền kéo và độ bền kéo, khả năng chống va đập, tốc độ dòng chảy nóng chảy và khả năng nứt ứng suất phải được cân nhắc kỹ lưỡng trong quá trình lựa chọn.
Điều quan trọng là phải dành đủ thời gian để tìm vật liệu tương thích nhất cho ứng dụng của bạn.
Kết luận
Ép phun là một quy trình sản xuất cực kỳ linh hoạt, tiếp tục cách mạng hóa các ngành công nghiệp với khả năng sản xuất các bộ phận bằng nhựa với nhiều hình dạng, kích thước và vật liệu khác nhau. Các sản phẩm có thể đạt được dung sai cao với độ đồng nhất đáng chú ý trong khi tạo ra ít chất thải nhất. Điều này làm cho nó trở nên lý tưởng cho sản xuất năng suất cao.
Mặc dù có nhiều ưu điểm, quy trình này cũng có những hạn chế. Chi phí đúc ban đầu cao, thời gian thiết lập lâu hơn và những hạn chế với các bộ phận kim loại hoặc sản phẩm rất lớn đòi hỏi phải cân nhắc kỹ lưỡng. Hiệu quả của nó phát triển mạnh mẽ với các đợt sản xuất lớn và thiết kế được tối ưu hóa tốt.
Trong một thế giới đang phát triển nhanh chóng về công nghệ công nghiệp, ép phun đóng vai trò quan trọng bằng cách cung cấp giải pháp sản xuất đáng tin cậy cho các nhà sản xuất đang tìm kiếm sản xuất chất lượng cao, có thể mở rộng quy mô.
Tìm thiết bị, vật tư đánh bóng ở đâu uy tín, chất lượng
Hiện nay thiết bị, vật tư đánh bóng được phân phối với nhiều nhà sản xuất và giá cả khác nhau. Nếu bạn cần tìm mua cho mình thiết bị, vật tư đánh bóng hãy liên hệ với chúng tôi theo thông tin bên dưới để nhận được ưu đãi tốt nhất cũng như được tư vấn bởi những kỹ sư đánh bóng của chúng tôi:
Công Ty TNHH Đầu Tư Phát Triển Cuộc Sống
Địa chỉ: 487 Cộng Hòa, Phường 15, Quận Tân Bình, TPHCM, Việt Nam
Điện thoại: 028 3977 8269 / 028 3601 6797
Di động: 0906 988 447
Email: sales@lidinco.com
Xem thêm: Giải thích về hàn hồ quang chìm (SAW)