Đánh bóng công nghiệp
Giải thích về hàn hồ quang chìm (SAW)
Th4
Hàn hồ quang chìm là một quy trình công nghiệp tiêu chuẩn trong đó hồ quang được hình thành giữa phôi và điện cực. Nó được Viện hàn điện E. O. Paton ở Kyiv, Ukraine phát minh vào năm 1935 như một động lực thúc đẩy Chiến tranh thế giới thứ hai. Một trong những ứng dụng đáng chú ý nhất của phát minh này là xe tăng quân sự T34.
Mặc dù công nghệ hàn này đã tồn tại gần một thế kỷ, nhưng nó vẫn là lựa chọn thiết yếu cho nhiều ngành công nghiệp.

Hàn hồ quang chìm là gì?
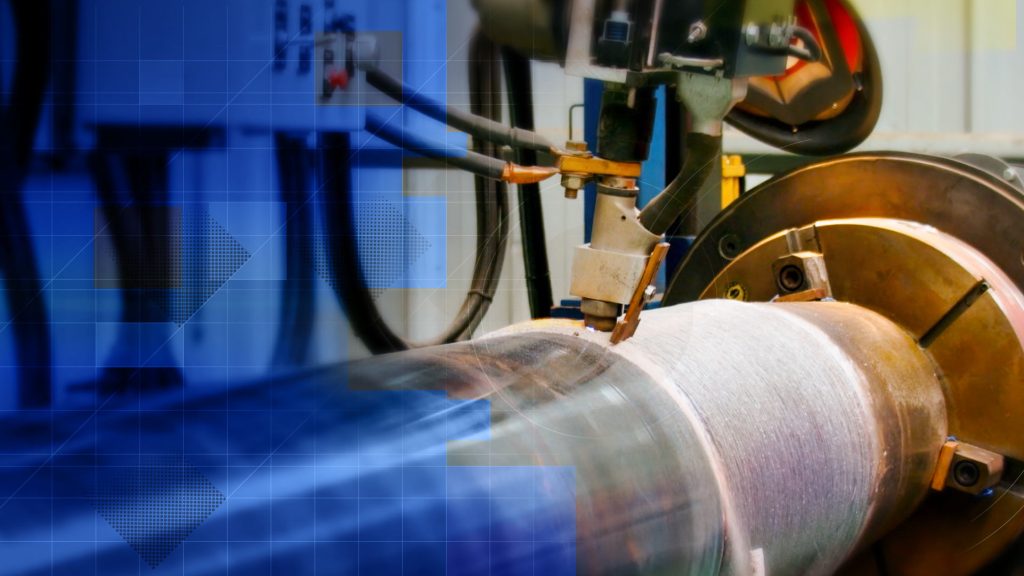
Hàn hồ quang chìm (SAW) là phương pháp hàn trong đó tương tự như các quy trình hàn hồ quang khác, các kim loại cơ bản được nối với nhau bằng cách tạo hồ quang điện giữa phôi và điện cực.
Yếu tố quyết định của quy trình SAW là cách nó bảo vệ kim loại hàn khỏi ô nhiễm khí quyển. Hàn hồ quang chìm sử dụng lớp thuốc hàn dạng bột, tạo ra lớp bảo vệ và xỉ trong khi tạo ra mối hàn mịn và sạch. Các phương pháp khác sử dụng khí bảo vệ (hàn MIG/TIG), dây lõi thuốc hàn (FCAW), điện cực phủ thuốc hàn (SMAW) hoặc môi trường được kiểm soát (hàn plasma) để bảo vệ mối hàn.
Quá trình hàn hồ quang chìm diễn ra như thế nào?
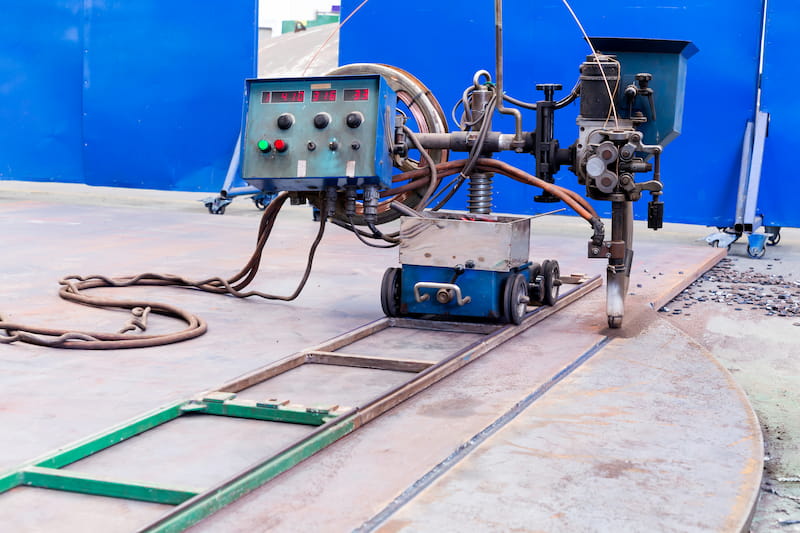
Hàn hồ quang chìm tạo ra mối hàn đồng nhất bằng cách sử dụng lớp phủ hạt thuốc hàn. Vì lý do này, quy trình này chỉ có thể được vận hành ở các vị trí phẳng và nằm ngang, với mối hàn tiến lên bằng cách di chuyển hệ thống hàn hoặc phôi.
Thuốc hàn được đưa vào mối hàn theo cách thủ công hoặc bằng cách sử dụng phễu thuốc hàn. Một điện cực đơn hoặc hệ thống điện cực nhiều dây được đặt vào khu vực làm việc, được bao quanh bởi lớp phủ thuốc hàn. Các thông số như dòng điện hàn, điện áp hồ quang và tốc độ cấp dây được thiết lập tùy thuộc vào loại kim loại, độ dày của kim loại và các đặc tính cơ học mong muốn. Dòng điện được cung cấp cho các điện cực, tạo ra nhiệt độ cao làm nóng chảy và kết dính vật liệu cơ bản và dây hàn với hạt.
Kim loại nóng chảy nguội đi, tạo ra mối hàn đồng nhất và thuốc hàn dạng hạt có thể tái sử dụng ở bề mặt và xỉ bên dưới. Phễu thu gom thuốc hàn có thể tái sử dụng, trong khi xỉ thường được bóc ra theo cách thủ công.
SAW tạo ra mối hàn chất lượng cao với ít khuyết tật mối hàn hơn các quy trình khác. Tuy nhiên, điều này không có nghĩa là sẽ không bao giờ xảy ra khuyết tật. Khi xảy ra hiện tượng này, nguyên nhân thường liên quan đến việc thiết lập sai thông số hàn.
Thông lượng
Thông lượng dạng hạt
Thông lượng dạng hạt bên trong phễu thường bao gồm các oxit từ nhôm, canxi, magiê, mangan, silic, titan và zirconi. Thành phần này phù hợp với loại điện cực để đạt được các tính chất mong muốn của kim loại khi nó phản ứng hóa học khi nóng chảy.
Thuốc hàn liên kết
Thuốc hàn liên kết được sản xuất bằng cách sấy khô thành phần và nung chậm, thường là với một hợp chất như natri silicat. Ưu điểm của thuốc hàn liên kết là có thể chứa các nguyên tố hợp kim, mang lại sự linh hoạt cho một số ứng dụng và khả năng chống gỉ.
Thuốc hàn nóng chảy
Thuốc hàn nóng chảy được sản xuất bằng cách nấu chảy thành phần bên trong lò điện. Thuốc hàn nóng chảy được tạo thành các hạt đồng nhất khi đông đặc. Thuốc hàn này rất tốt để tạo mối hàn đồng nhất dọc theo đường hàn.
Điện cực dây
SAW sử dụng một cuộn dây để đưa điện cực dây vào mối hàn. Độ dày của dây thường nằm trong khoảng từ 1,6mm đến 6mm. Điện cực có thể ở dạng dây đặc, xoắn hoặc lõi và có thể được vận hành bằng các nguồn điện khác nhau.
Các trường hợp cụ thể có thể cần sử dụng điện cực dây và hệ thống điện cực đã sửa đổi để đạt được hình dạng mối hàn mong muốn:
- Dây đôi
- Nhiều dây
- Dây đơn có thêm chất phụ gia nóng/lạnh
- Chất phụ gia bột kim loại
- Dây ống
Hệ thống nhiều dây thường sử dụng dây dẫn để cải thiện độ xuyên thấu, trong khi dây kéo được sử dụng để thêm chất độn và cải thiện hình dạng hạt. Các dây bổ sung được sử dụng trong hệ thống điện cực để thêm nhiều chất lắng đọng hơn vào vũng hàn.
Vật liệu
Quy trình hàn hồ quang chìm được sử dụng với các vật liệu sau:
- Hợp kim đồng
- Thép cacbon thấp đến trung bình
- Thép hợp kim thấp
- Thép mềm
- Hợp kim gốc niken
- Thép tôi và ram
- Thép không gỉ
- Hợp kim urani

Nguồn điện
Hàn hồ quang chìm có thể hoạt động trên nhiều đầu ra nguồn điện, cho phép thao tác kết quả hàn. Nhiều hệ thống điện cực cho phép SAW chạy dây ở các nguồn điện khác nhau, để kiểm soát tốt hơn hình dạng hạt và độ thâm nhập.
DCEP cung cấp độ ổn định và độ thâm nhập cao nhất, trong khi DCEN là tối ưu trong việc tăng tốc độ lắng đọng. Chạy quy trình hàn này trong AC là điểm trung gian để đạt được sự cân bằng giữa hai phương pháp.
Ứng dụng và ngành công nghiệp
Chế tạo
SAW là một trong những quy trình hàn được ưa chuộng trong chế tạo bình chịu áp suất, ống và nồi hơi do có độ bền khi hàn theo chiều dọc và theo chu vi. Hoạt động hàn này tạo ra một vũng hàn mịn từ điện cực được cấp liên tục.
Đóng tàu
Tính linh hoạt của quy trình SAW cho phép thực hiện cả trong nhà và ngoài trời, phù hợp với đóng tàu. Nó hoàn hảo để tạo ra các mối hàn dài, thẳng cho các kim loại nặng tạo nên các bộ phận của tàu.
Ô tô
Các kim loại được sử dụng trong ngành công nghiệp ô tô và quân sự phù hợp với SAW, cùng với tốc độ và hiệu quả mà nó mang lại. Phương pháp hàn này cũng hoàn hảo cho tự động hóa, với tùy chọn có nhiều mối hàn một lần hoặc nhiều lần dựa trên độ dày của kim loại.
Đường sắt
Quy trình hồ quang chìm cho phép mối hàn thâm nhập sâu, hấp dẫn đối với ngành đường sắt.

Ưu điểm của SAW
- Lớp phủ hạt thuốc hàn tạo ra lượng khói hàn và bắn tóe tối thiểu.
- Cho phép thực hiện hàn bán tự động hoặc hoàn toàn tự động.
- Linh hoạt cho cả ứng dụng trong nhà và ngoài trời.
- Tạo ra mối hàn mịn, đồng đều và sâu.
- Khoảng 50-90% thuốc hàn có thể tái sử dụng và tái chế.
Hạn chế của SAW
- Chỉ giới hạn ở các vị trí hàn phẳng và ngang
- Phạm vi kim loại hàn khá hẹp.
- Cần loại bỏ xỉ sau khi hàn.
- Thực tế chỉ giới hạn ở các mối hàn tròn và thẳng dài.
- Cần có các thông số chính xác để đạt được mối hàn mong muốn vì không nhìn thấy mối hàn trong khi hàn.
Tìm thiết bị, vật tư đánh bóng ở đâu uy tín, chất lượng
Hiện nay thiết bị, vật tư đánh bóng được phân phối với nhiều nhà sản xuất và giá cả khác nhau. Nếu bạn cần tìm mua cho mình thiết bị, vật tư đánh bóng hãy liên hệ với chúng tôi theo thông tin bên dưới để nhận được ưu đãi tốt nhất cũng như được tư vấn bởi những kỹ sư đánh bóng của chúng tôi:
Công Ty TNHH Đầu Tư Phát Triển Cuộc Sống
Địa chỉ: 487 Cộng Hòa, Phường 15, Quận Tân Bình, TPHCM, Việt Nam
Điện thoại: 028 3977 8269 / 028 3601 6797
Di động: 0906 988 447
Email: sales@lidinco.com
Xem thêm: Giải thích về quy trình hàn nhựa