Đánh bóng khuôn
Tìm hiểu về Die Cut

Th10
Die cut là gì?
Die cut là một phương pháp sản xuất hàng loạt được sử dụng để cắt các hình dạng bằng cách cắt các vật liệu như giấy và ván dăm bằng khuôn. Khuôn là một công cụ được thiết kế đặc biệt với các cạnh sắc phù hợp với hình dạng hai chiều của phần cắt mong muốn. Quá trình này tương tự như việc sử dụng khuôn cắt bánh quy để tạo hình bột. Die cut có thể được áp dụng cho nhiều loại vật liệu, bao gồm giấy, vải, cao su, sợi thủy tinh, tấm kim loại, xốp, gỗ và nhựa.
Die cut có nguồn gốc từ cuộc cách mạng công nghiệp đầu tiên, bước đầu làm thay đổi ngành công nghiệp đóng giày. Trước khi có phát minh này, những người thợ đóng giày cắt đế bằng tay, một quá trình tốn nhiều công sức với năng suất thấp. Công nghệ die cut đã giới thiệu các mẫu giúp tiêu chuẩn hóa và hợp lý hóa quá trình sản xuất đế giày. Theo thời gian, phương pháp này đã cách mạng hóa các ngành công nghiệp khác nhau và tiếp tục phát triển để đáp ứng nhu cầu về các thiết kế phức tạp hơn.
Die cut hiện đại đã thích ứng với những tiến bộ công nghệ, hiện đang sử dụng các thiết kế có sự hỗ trợ của máy tính (CAD) được lập trình vào máy CNC để vận hành tự động hoặc bán tự động. Nó được sử dụng rộng rãi trong bao bì, hàng tiêu dùng và sản xuất phụ tùng ô tô, đồng thời cũng tìm thấy các ứng dụng trong các dự án DIY và môi trường văn phòng.
Die cut hiệu quả và nhanh chóng, với hiệu suất tùy thuộc vào tốc độ hành trình, phương pháp cấp liệu và loại máy. Nhìn chung, nó nhanh hơn cắt bằng tia nước và một số phương pháp cắt bằng lưỡi dao. Bất chấp chi phí ban đầu, hiệu quả, tốc độ và chất lượng cao của việc die cut khiến nó trở thành một lựa chọn tiết kiệm chi phí.
Die cut là một quy trình đơn giản lý tưởng cho cả sản xuất khối lượng thấp và khối lượng lớn. Trong môi trường công nghiệp, máy die cut có thể được đặt ở vị trí xuôi dòng, xử lý vật liệu là đầu ra của quy trình trước đó. Tính linh hoạt này cho phép máy thực hiện các hoạt động bổ sung như tạo hình, đục lỗ và tạo rãnh, tất cả chỉ thông qua một hoặc nhiều hành trình trên máy ép.
Máy die cut công nghiệp, bao gồm các mẫu phẳng, quay và bán quay, được thiết kế cho các chất nền dày hơn, cứng hơn và mang lại tốc độ sản xuất nhanh. Ngược lại, thiết bị Die cut thủ công và kỹ thuật số phù hợp để tạo ra các bộ phận và phụ kiện đơn giản hơn, với tốc độ sản xuất chậm hơn nên sẽ phù hợp hơn cho các đơn đặt hàng khối lượng thấp.
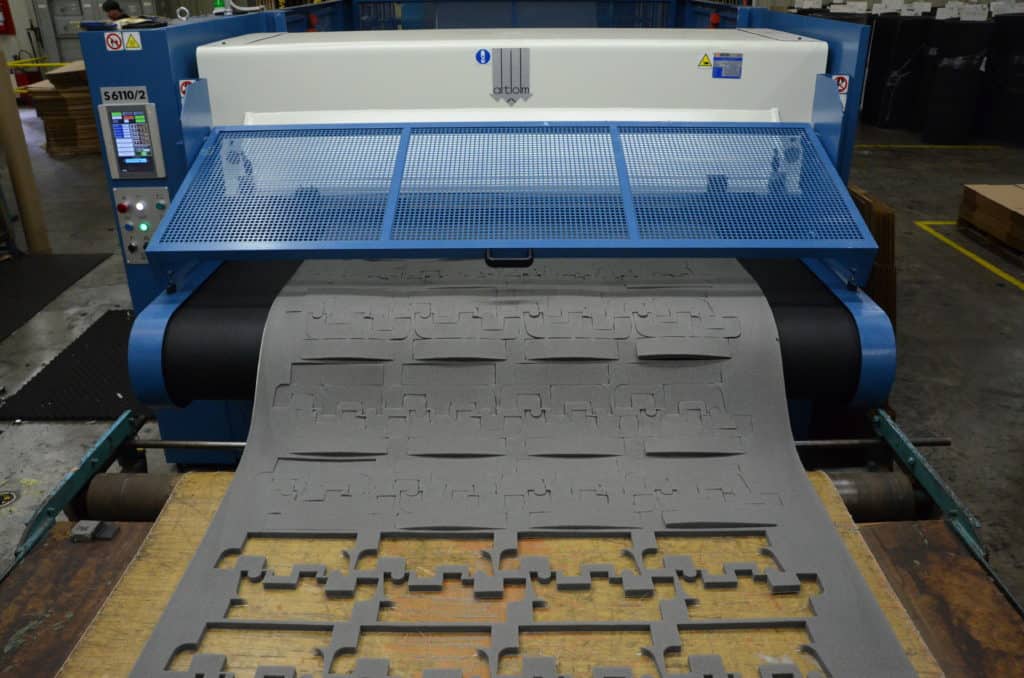
Die cut phẳng là gì?
Die cut là một quy trình đơn giản lý tưởng cho cả sản xuất khối lượng thấp và khối lượng lớn. Trong môi trường công nghiệp, máy die cut có thể được đặt ở vị trí xuôi dòng, xử lý vật liệu là đầu ra của quy trình trước đó. Tính linh hoạt này cho phép máy thực hiện các hoạt động bổ sung như tạo hình, đục lỗ và tạo rãnh, tất cả chỉ thông qua một hoặc nhiều hành trình trên máy ép.
Máy die cut công nghiệp, bao gồm các mẫu phẳng, quay và bán quay, được thiết kế cho các chất nền dày hơn, cứng hơn và mang lại tốc độ sản xuất nhanh. Ngược lại, thiết bị die cut thủ công và kỹ thuật số phù hợp để tạo ra các bộ phận và phụ kiện đơn giản hơn, với tốc độ sản xuất chậm hơn nên sẽ phù hợp hơn cho các đơn đặt hàng khối lượng thấp.

Nạp liệu
Vật liệu gốc được di chuyển từ khay nạp hoặc cuộn sang mặt phẳng bằng hệ thống hút, đẩy hoặc kéo. Điều quan trọng là phải quản lý tốc độ tiến dao và định vị của tấm một cách chính xác để đảm bảo cắt chính xác và tránh lỗi cắt.
Cắt
Bộ phận cắt bao gồm một bảng khuôn và một tấm quầy phía dưới. Bảng khuôn là một tấm phẳng phía trên cứng, chứa một loạt dao để cắt vật liệu phôi thành các bộ phận đã hoàn thiện. Nó được thiết kế để hấp thụ chấn động và chống cong vênh dưới áp suất cao, đảm bảo vết cắt chính xác và ngăn ngừa biến dạng vật liệu. Các công cụ tùy chỉnh được gắn vào bảng khuôn xác định hình dạng của bộ phận đã hoàn thiện.
Quy tắc thép
Thước thép, hay lưỡi cắt, là một dải kim loại được uốn cong để phác thảo phần hoàn thiện. Nhấn thước thép lên vật liệu có thể dẫn đến cắt toàn bộ hoặc một phần. Cắt hoàn toàn xuyên qua toàn bộ độ dày của vật liệu, ảnh hưởng đến tất cả các lớp.
Cắt một phần sử dụng lưỡi cắt có quy tắc thấp hơn, hẹp hơn so với cắt toàn bộ, dẫn đến chỉ cắt một phần độ dày của vật liệu. Quy tắc dưới này có thể không sắc nét, cho phép tạo ra các nếp gấp.
Khi cắt khuôn các vật liệu dày hơn như xốp, các thành bên của bộ phận có thể mất độ chính xác và trở nên lõm do lực ép. Đối với nhiều bộ phận, cán màng có thể được sử dụng để đạt được độ dày mong muốn.
Đột
Các cú đột được thêm vào tấm phía trên để tạo ra các đường cắt bên trong theo các hình dạng tiêu chuẩn như hình tròn, hình bầu dục hoặc hình vuông. Những cú đấm tự phóng ra thường có đường kính lớn hơn những lỗ mà chúng tạo ra.
Dải để cao su
Dải đẩy cao su tự dính và được đặt xung quanh thước giúp tháo phần hoàn thiện sau khi cắt.
Tấm quầy phía dưới hỗ trợ và giữ vật liệu gốc trong quá trình cắt. Đầu cắt thực hiện hành trình đi xuống để nén vật liệu, làm cho các cạnh khuôn xuyên qua vật liệu. Các cấu hình bảng khuôn khác nhau được sử dụng dựa trên các yêu cầu cắt và đột:
Khuôn đơn giản
Khuôn đơn giản thực hiện một lần cắt trong một lần ép.
Hợp chất khuôn
Khuôn ghép thực hiện nhiều lần cắt hoặc in trong một nét duy nhất. Một ví dụ được thấy trong quá trình sản xuất máy giặt, trong đó khuôn cắt đường viền và xuyên qua lỗ bên trong cùng một lúc.
Khuôn ghép kết hợp các thành phần quy tắc thép cho các hình dạng ít chi tiết hơn với các thành phần kim loại cho các hình dạng phức tạp. Chúng tạo ra phôi hoàn thiện chỉ trong một lần và được thiết kế để loại bỏ cặn, nâng cao hiệu quả của quy trình.
Khuôn hỗn hợp bao gồm các bộ phận nam và nữ, với phần khoang ở đế dưới và bộ phận cắt ở đế trên. Nhấn những thứ này lại với nhau sẽ tạo ra một phần hoàn chỉnh.
Khuôn lũy tiến
Khuôn lũy tiến được sử dụng cho các quy trình bao gồm nhiều bước cắt và bước thứ cấp để tạo ra thành phẩm. Mỗi hành trình ép sẽ tạo ra một vết cắt hoặc ấn tượng khác nhau, với tờ giấy được chuyển sang thao tác tiếp theo giữa các hành trình. Phương pháp này yêu cầu thiết lập và căn chỉnh chính xác vật liệu gốc.
Bộ phận vẫn ở trong vật liệu gốc cho đến khi đến trạm cuối cùng nơi nó được tách biệt hoàn toàn. Khi khuôn thực hiện nhiều thao tác hơn, thiết kế ngày càng phức tạp và việc tối ưu hóa áp suất sử dụng trở nên khó khăn hơn.
Khuôn kết hợp
Khuôn kết hợp thực hiện nhiều nguyên công cắt và tạo hình khác nhau, chẳng hạn như ép đùn và uốn, tất cả chỉ trong một hành trình.
Để cắt chính xác, điều quan trọng là phải xem xét các đặc tính của vật liệu. Vật liệu dày hơn và cứng hơn đòi hỏi khuôn dày hơn và áp suất cao hơn.
Tước
Trong bước này, một bộ phận hoàn thiện duy nhất sẽ được tách ra khỏi vật liệu dư thừa và các bộ phận khác được sản xuất trong đợt. Điều này có thể được thực hiện bằng tay hoặc với sự hỗ trợ cơ học. Vật liệu dư thừa có thể được xử lý lại hoặc tái chế.
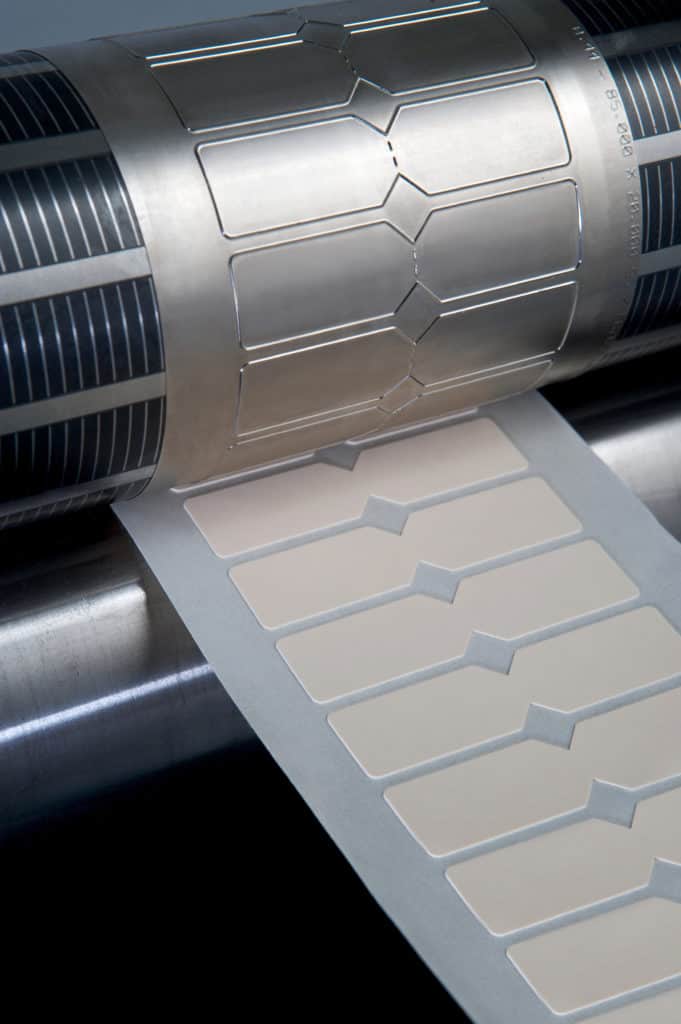
Die cut quay và die cut bán quay là gì?
Máy cắt khuôn quay hoạt động liên tục ở áp suất cắt thấp hơn và tốc độ không đổi, khiến chúng rất phù hợp để được đặt ngay sau quy trình trước đó. Những máy này lý tưởng để sản xuất các bộ phận đơn giản và nhẹ hơn, mang lại tính linh hoạt cho nhiều loại vật liệu khác nhau và thời gian quay vòng nhanh hơn so với máy cắt khuôn phẳng.
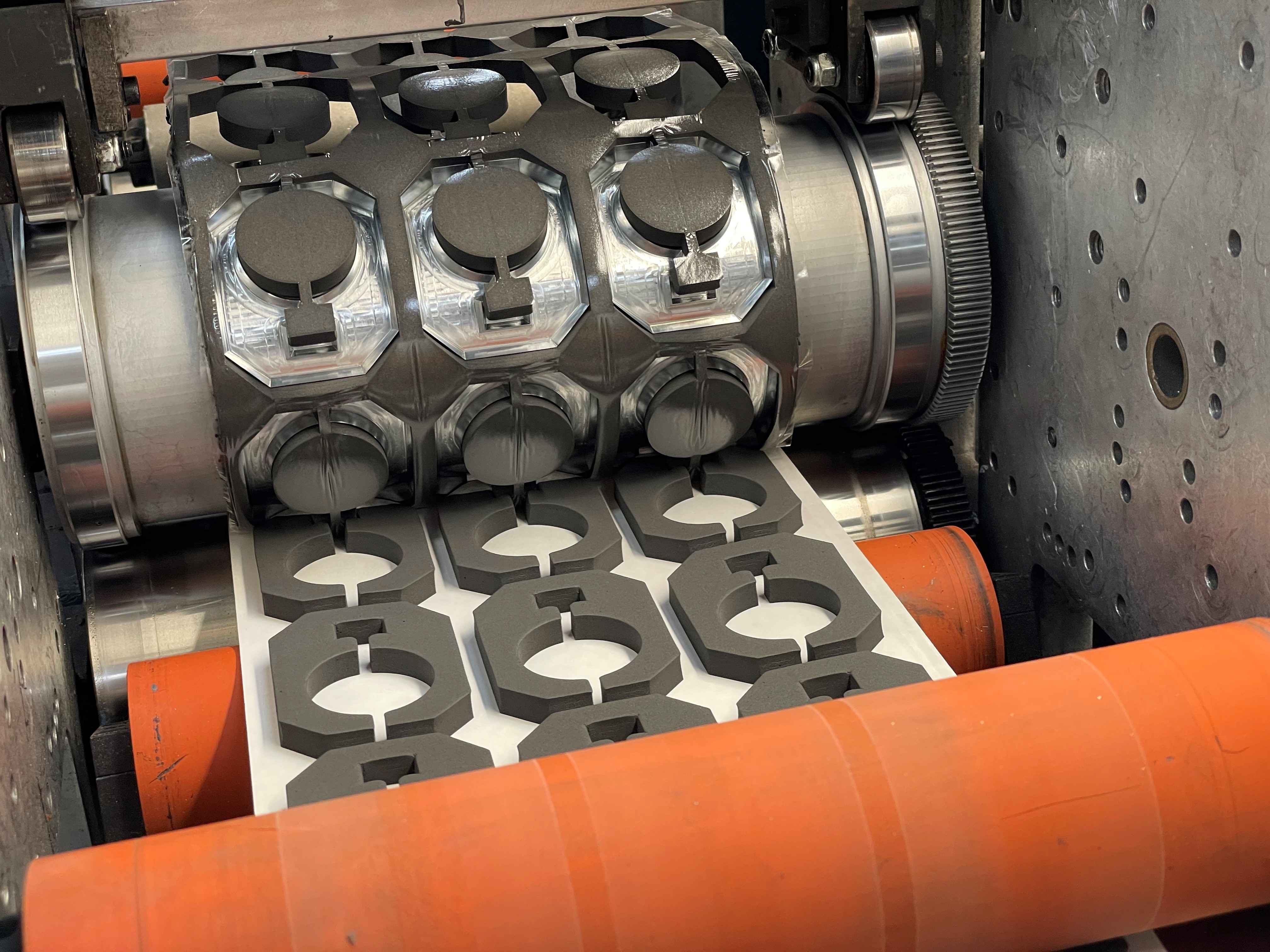
Vật liệu gốc, hoặc màng, ở dạng tấm hoặc cuộn, di chuyển qua bộ phận cắt. Bộ phận lắp ráp này bao gồm một khuôn hình trụ quay được gắn trên một máy ép quay và một xi lanh đe ép vào máy ép quay. Khi màng đi qua giữa các xi lanh quay này, nó bị nén lại, cho phép các cạnh sắc của khuôn cắt xuyên qua vật liệu.
Máy die cut quay có thể thực hiện cả cắt toàn bộ và cắt một phần. Mặc dù các bước cơ bản tương tự như các bước trong máy cắt phẳng, nhưng cơ chế của cụm cắt lại khác.
Có hai loại khuôn quay, được lựa chọn dựa trên đặc tính vật liệu và cân nhắc về mặt kinh tế.
Khuôn quay linh hoạt
Khuôn quay linh hoạt được chế tạo từ các tấm thép mỏng có khắc hoa văn tạo thành các cạnh cắt, quấn quanh một hình trụ từ tính. Chúng phù hợp với áp suất thấp và vết cắt nông hoặc một phần. Tấm cắt mỏng có thể được thay thế theo phần cụ thể cần cắt và xi lanh từ tính có thể chứa nhiều khuôn linh hoạt khác nhau.
Những khuôn này tiết kiệm chi phí và dễ sản xuất hơn, với thời gian ngừng hoạt động tối thiểu trong quá trình thay thế. Tuy nhiên, chúng kém bền hơn so với khuôn rắn.
Khuôn đặc
Khuôn đặc có các hoa văn được khắc, mài mòn trực tiếp trên xi lanh quay. Được thiết kế cho các ứng dụng áp suất cao hơn, nó có thể xử lý các vết cắt sâu hơn trên vật liệu dày hơn và nhiều lớp nhờ khả năng tác dụng lực lớn hơn. Khuôn rắn có thể được mài sắc khi bị mòn, mang lại độ bền và tính linh hoạt cao hơn. Tuy nhiên, chúng đi kèm với chi phí ban đầu và bảo trì cao hơn.

Khi vận hành máy cắt khuôn quay, phải xem xét một số điều kiện vận hành và vật liệu:
- Tốc độ tiếp tuyến của xi lanh quay và tốc độ của web phải bằng nhau. Điều này đảm bảo vị trí vật liệu thích hợp giữa hai xi lanh, dẫn đến các đường cắt chính xác và đồng đều trên toàn bộ chiều dài.
- Khoảng hở giữa máy ép quay và xi lanh đe phải được tối ưu hóa theo độ dày và khả năng nén của vật liệu gốc. Nếu khe hở quá hẹp, áp suất cắt cao hơn sẽ được áp dụng và có thể gây mỏi các bộ phận của máy. Mặt khác, nếu khe hở quá lớn thì áp suất cắt không đủ để cắt tấm đúng cách. Khoảng hở lớn chỉ thích hợp để cắt một phần.
- Khuôn quay được chọn phải có chiều rộng và góc lưỡi cắt tối ưu cho vật liệu cần xử lý. Vật liệu dày hơn và cứng hơn đòi hỏi lưỡi dao rộng hơn và dốc hơn.
Die cut bán quay
Loại máy die cut này tương tự như máy die cut quay hoàn toàn nhưng chỉ sử dụng một xi lanh chứa khuôn để cắt. Thiết bị die cut bán quay được lập trình sao cho xi lanh di chuyển theo một hướng duy nhất trong khi màng di chuyển qua lại. Sự kết hợp giữa chuyển động của hình trụ và web này cho phép thực hiện nhiều vết cắt, loại bỏ sự cần thiết của một hình trụ bổ sung.
Máy die cut bán quay thường rẻ hơn so với máy cắt khuôn phẳng và quay hoàn toàn. Tuy nhiên, chúng bị giới hạn ở các ứng dụng áp suất thấp.
Trong khi các máy die cut quy mô công nghiệp đã được thảo luận, thiết bị sau đây được sử dụng để tạo ra các bộ phận đơn giản hơn với tốc độ sản xuất tương đối thấp, khiến chúng phù hợp cho các ứng dụng quy mô nhỏ:
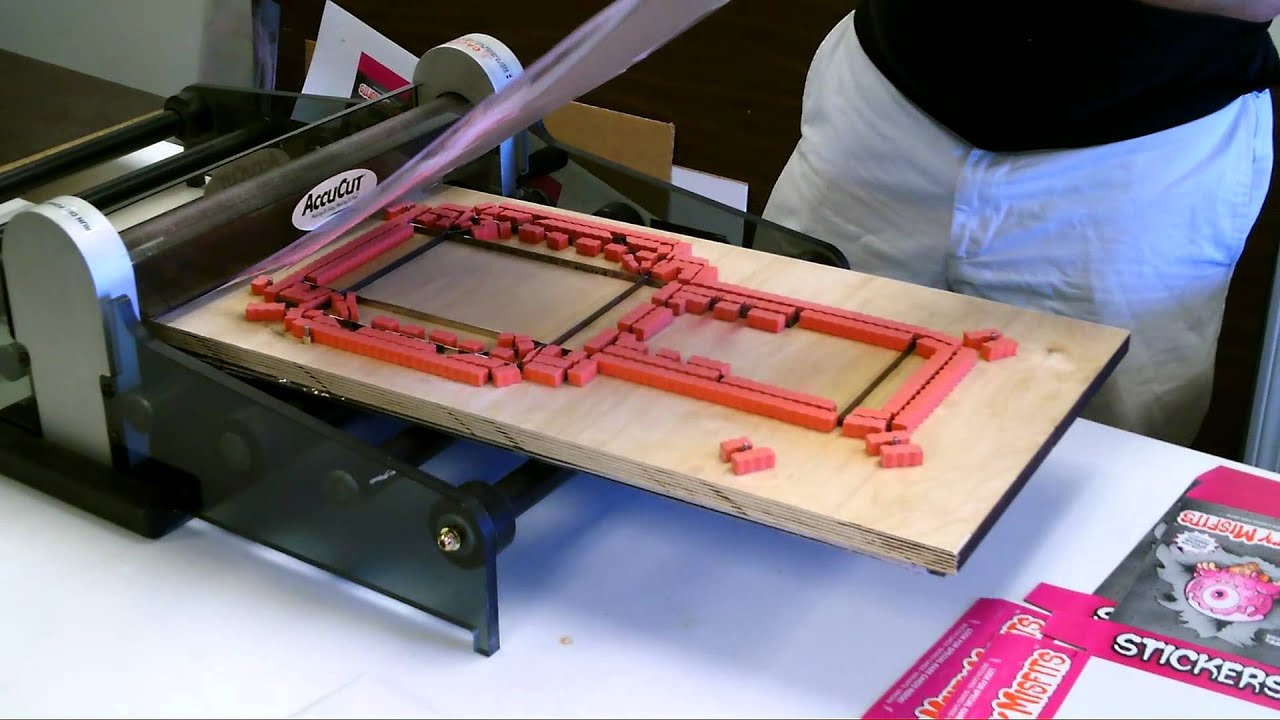
Máy die cut thủ công
Máy die cut thủ công hoạt động bằng cách đẩy một tay quay, đòn bẩy này sẽ ép khuôn thép lên đế để cắt phần hoàn thiện. Phương pháp này lý tưởng cho các vật liệu mềm như giấy.
Die cut thủ công đặc biệt thích hợp để sản xuất các mặt hàng phụ trợ. Thiết bị này nhỏ gọn và di động, thường được sử dụng trong gia đình, văn phòng và không gian thủ công.
Máy die cut kỹ thuật số
Máy die cut kỹ thuật số là một loại máy đa năng được điều khiển bằng phần mềm máy tính hoặc hộp mực. Không giống như máy die cut truyền thống, nó sử dụng lưỡi dao sắc thay vì khuôn thép và chạy bằng điện. Máy cắt bế kỹ thuật số, giống như máy thủ công, thích hợp để lắp đặt trong nhà.

Khả năng của máy die cut là gì?
Khuôn có thể được tùy chỉnh để thêm các chi tiết và tính năng cụ thể vào bộ phận hoàn thiện dựa trên ứng dụng cuối cùng. Các khả năng của máy cắt bế bao gồm:
Cắt xuyên
Cắt xuyên là một kỹ thuật cắt khuôn trong đó cạnh sắc của khuôn kéo dài qua toàn bộ độ dày của vật liệu, dẫn đến việc tách hoàn toàn bộ phận. Trong vật liệu nhiều lớp, điều này có nghĩa là cắt xuyên qua bề mặt, lớp dính và lớp nền. Khuôn được sử dụng để cắt xuyên suốt cũng có thể được thiết kế để tạo điểm, tạo nếp và cắt chỉ trong một hành trình.
Lưỡi cắt xuyên dài hơn và mỏng hơn so với lưỡi dùng để tạo rãnh hoặc tạo nếp, cho phép cắt xuyên qua bất kỳ độ sâu hoặc độ dày nào của vật liệu.
Kiss Cutting
Mặt khác, Kiss Cutting là một kiểu cắt trong đó cạnh của khuôn cắt một phần độ dày của vật liệu và chỉ tạo thành chu vi của phần hoàn thiện. Đối với vật liệu nhiều lớp, chỉ cắt mặt và lớp dính. Bộ phận này không được tách hoàn toàn khỏi vật liệu gốc nhưng có thể dễ dàng tách ra trên vết Kiss Cutting.
Đục lỗ
Đục lỗ, còn được gọi là xuyên hoặc đúc, là một kỹ thuật cắt khuôn tạo ra một loạt các lỗ đục lỗ nhỏ được sắp xếp thành một đường trên vật liệu. Quá trình này sử dụng lực điều áp để tạo ra các lỗ này. Khoảng cách giữa các lỗ ảnh hưởng đến mức độ dễ dàng xé vật liệu dọc theo đường đục lỗ. Mặc dù việc đục lỗ không tách hoàn toàn bộ phận khỏi vật liệu gốc nhưng nó cho phép tách rời dễ dàng dọc theo đường đục lỗ.

Cắt điểm
Khi ghi điểm cắt, khuôn tạo ra một vết cắt một phần hoặc một vết lõm nhỏ dọc theo điểm ứng suất trên vật liệu mà không cắt toàn bộ độ dày của vật liệu. Kỹ thuật này chỉ cắt được ít hơn một nửa độ sâu của vật liệu, tạo điều kiện cho việc xé dễ dàng hơn. Lưỡi của dụng cụ chấm điểm ngắn hơn và dày hơn so với dụng cụ cắt hoàn toàn.
Ghi điểm nếp gấp
Nhàu liên quan đến việc tạo ra các vết lõm thẳng hàng dọc theo một đường bằng cách tạo áp lực để giảm độ dày của vật liệu ở một hoặc cả hai mặt. Không giống như cắt hoặc đục lỗ, việc tạo nếp gấp không tạo ra chu vi xuyên thủng và độ sâu nông hơn so với cắt theo điểm.
Quá trình này giúp tạo các nếp gấp đều, tạo điều kiện thuận lợi cho việc tạo các mặt cắt ba chiều. Các nếp gấp thu được sẽ linh hoạt và chính xác hơn, nâng cao khả năng tạo thành các hình dạng riêng biệt của vật liệu.
Chuốt
Chuốt sử dụng khuôn có sự kết hợp của nhiều răng đâm vào nhau trong một hành trình để cắt vật liệu cực dày hoặc cứng. Các khả năng khác của máy cắt khuôn được sử dụng để trang trí phần hoàn thiện là dập nổi, khắc, tạo hình và vẽ.
Cắt flash
Quá trình cắt flash sử dụng dao dao động thay vì khuôn để cắt vật liệu ở các độ sâu khác nhau. Kỹ thuật này cho phép thực hiện nhiều kiểu cắt khác nhau, bao gồm khắc, phay, vẽ đồ thị, cắt hôn và tạo nếp nhăn. Máy cắt giữ lưỡi dao ổn định, đảm bảo vết cắt chính xác và sạch sẽ.
Lý tưởng cho việc tạo mẫu nhanh và tạo ra các bộ phận hoàn hảo về mặt thẩm mỹ, cắt flash là một quy trình dựa trên CNC, trong đó các thông số cắt được lập trình vào máy CNC. Nó loại bỏ nhu cầu sử dụng công cụ, cho phép hoàn thành dự án nhanh hơn và sẵn sàng ra thị trường nhanh hơn.

Khuôn die cut được tạo ra như thế nào?
Khuôn ép thép là một phần thiết yếu của quá trình die cut. Khi công nghệ cắt khuôn được giới thiệu cách đây hơn 150 năm, khuôn được làm bằng tay và đặt trong các miếng gỗ. Việc sử dụng gỗ để die cut vẫn còn khá phổ biến ngày nay, nhưng việc sản xuất khuôn đã tiến bộ với công nghệ và trở thành một quy trình tự động và hiệu quả hơn.
- Thiết kế: Thiết kế khuôn được tạo bằng phần mềm thiết kế có sự hỗ trợ của máy tính (CAD). Kích thước và thông số chính xác được kiểm tra tỉ mỉ để đảm bảo tỷ lệ chính xác.
- Nền móng: Đối với khuôn thước thép, nền móng bao gồm một đế phẳng làm bằng gỗ hoặc kim loại. Trong khuôn quay, bệ là một miếng kim loại hoặc gỗ cong sẽ được gắn trên một hình trụ kim loại, hoặc bản thân nó là một hình trụ kim loại.
- Cắt Laser: Đối với cắt khuôn phẳng, thiết kế là cắt laser vào nền tảng để đặt các lưỡi thép. Những vết cắt hoặc vết cắt chính xác này là quá trình chuẩn bị cho việc đặt các lưỡi dao.
- Định hình lưỡi dao: Việc tạo hình lưỡi dao được thực hiện bằng máy CNC được lập trình, tạo ra hình dạng chính xác của rãnh cắt. Lưỡi dao có thể phức tạp và phức tạp hoặc đơn giản và đồng nhất. Đối với khuôn xi lanh hoặc khuôn quay, khuôn được khắc trực tiếp vào bề mặt của hình trụ.
- Rãnh: Thước thép được cố định chắc chắn vào nền móng, đảm bảo dụng cụ cắt chắc chắn và ổn định cho khuôn phẳng.
- Cao su đẩy: Cao su đẩy được thêm vào khuôn để tạo điều kiện thuận lợi cho việc loại bỏ mảnh cắt một cách an toàn và để ngăn vết cắt cuối cùng bị rách, sờn hoặc dính vào thước thép.
- Khuôn quay: Khuôn cắt khuôn quay được thiết kế bằng phần mềm CAD, tương tự như khuôn phẳng. Hình dạng được cắt vào nền bằng phương pháp gia công CNC. Không giống như khuôn phẳng, khuôn quay được cắt hoặc khắc thành hình trụ một phần hoặc toàn bộ.
Chúng có thể là những khuôn linh hoạt, được làm từ những tấm thép mỏng được khắc trên một hình trụ từ tính, hoặc những khuôn đặc, được khắc vào một hình trụ kim loại rắn. Khuôn linh hoạt ít tốn kém hơn do tính đơn giản của chúng, trong khi khuôn rắn bền hơn, bền lâu hơn và có sẵn bằng nhiều kim loại khác nhau.
Những cân nhắc thiết kế nào là quan trọng đối với quá trình die cut?
Cách một bộ phận được thiết kế, bao gồm các chi tiết và đặc tính vật liệu của nó, ảnh hưởng đến cả quá trình sản xuất và sản phẩm cuối cùng. Một bộ phận được thiết kế kém có thể dẫn đến các vấn đề về xử lý và xử lý, cuối cùng gây ra sự cố cho người dùng.
Dưới đây là bốn khía cạnh cơ bản của việc thiết kế các bộ phận cắt theo khuôn, cùng với các nguyên tắc chính cần tuân theo. Những nguyên tắc này tập trung vào việc tối ưu hóa độ tin cậy của bộ phận trong suốt quá trình xử lý và sử dụng.
Khoảng trống
Khoảng trống đề cập đến các vết cắt xác định chu vi của thành phần đã hoàn thiện. Chúng đóng một vai trò quan trọng trong việc tách chi tiết ra khỏi vật liệu cơ bản trong giai đoạn tước. Để ngăn ngừa sự cố, điều quan trọng là phải thiết kế bộ phận và khuôn để tránh các góc nhọn bên trong hoặc bên ngoài. Các góc này có thể đóng vai trò là điểm căng thẳng, có thể dẫn đến rách hoặc gãy, đặc biệt đối với các vật liệu mỏng hoặc mỏng manh.
Việc kết hợp các góc bên trong hoặc bên ngoài được bo tròn giúp giảm nguy cơ rách và gãy, từ đó nâng cao độ bền và tuổi thọ của bộ phận.
Lỗ
Lỗ là vùng trống nằm trong ranh giới của bộ phận, được tạo bằng cách sử dụng chày hoặc thước thép. Để tránh các vấn đề về rách và vận hành, việc định vị các lỗ dọc theo mặt phẳng của vật liệu phải được quản lý cẩn thận:
- Đặt lỗ ít nhất gấp đôi độ dày vật liệu tính từ mép để tránh bị rách và phồng lên trong bước tước và quá trình xử lý.
- Nếu phải tạo ra một loạt lỗ hoặc các đặc điểm thiết kế tương tự khác thì khoảng hở giữa hai lỗ liền kề phải gấp đôi độ dày vật liệu. Nếu có thể, có thể xem xét một lỗ thuôn dài để thay thế hàng loạt lỗ.
Vết cắt
Việc kết hợp các đường cắt, nếp gấp và lỗ thủng vào thiết kế giúp người dùng dễ dàng gấp và xé hơn. Tuy nhiên, những tính năng này gây ra nhiều điểm căng thẳng hơn trong sản phẩm hoàn chỉnh.
- Đặt một loạt các lỗ có độ dày gấp bốn lần vật liệu cách xa vạch ghi điểm.
- Tránh đặt một lỗ trên vạch điểm. Điều này ngăn ngừa những giọt nước mắt không mong muốn.
Tab
Các tab được tích hợp vào thiết kế để cố định các góc và cạnh, thêm khía cạnh ba chiều cho vật liệu gốc. Các tab có thể được định vị ở bên ngoài cạnh (các tab bên ngoài) hoặc trong mặt phẳng (các tab bên trong).
- Nếu định tạo lỗ trên tab, hãy đặt lỗ ít nhất gấp đôi độ dày vật liệu tính từ mép.
- Đặt một lỗ để kết thúc các đầu bên trong của tab. Điều này nhằm làm tiêu tan ứng suất gây nứt hoặc rách trong quá trình xử lý. Các đầu bên trong không được kết thúc bằng đầu trần.
Làm thế nào tôi có thể chọn phương pháp die cut tốt nhất?
Quá trình die cut cho phép tạo ra nhiều loại sản phẩm, linh kiện và vật liệu. Đây là một kỹ thuật được biết đến với độ chính xác, chất lượng và khả năng sản xuất số lượng lớn. Tuy nhiên, việc lựa chọn phương pháp phù hợp nhất có thể gặp khó khăn do có nhiều kỹ thuật die cut hiện có.
Die cut phẳng cơ bản là một trong những loại đơn giản nhất, lý tưởng cho việc cắt thông thường hoặc các hoạt động sản xuất nhỏ. Nó mang lại sự linh hoạt tuyệt vời, có khả năng cắt và tạo hình các vật liệu khác nhau. Phương pháp này hoạt động có hệ thống, di chuyển khuôn lên xuống một cách chính xác.
Die cut phẳng đặc biệt hiệu quả đối với các sản phẩm cần chất kết dính, vì nó cho phép thay đổi công cụ dễ dàng và nhanh chóng, đồng thời chi phí cho công cụ và khuôn tương đối thấp so với các phương pháp cắt khuôn khác.
Die cut quay nhanh và nhanh đặc biệt nhanh, khiến nó trở thành kỹ thuật cắt khuôn hiệu quả nhất về mặt chi phí. Những cuộn nguyên liệu thô nặng và khổng lồ được đưa vào các xi lanh quay để nhanh chóng cắt nguyên liệu đã được cấp thành các hình dạng mong muốn. Một số vết cắt được cắt theo mỗi vòng quay để tạo ra số lượng lớn sản phẩm chất lượng cao.
Ngược lại với cắt khuôn flash, cả die cut phẳng và die cut quay đều yêu cầu những điều chỉnh đáng kể khi xảy ra sửa đổi thiết kế. Những phương pháp này sử dụng khuôn thông thường cần được làm lại cho bất kỳ thay đổi, cập nhật hoặc cải tiến thiết kế nào.
Tìm thiết bị, vật tư die cut ở đâu uy tín, chất lượng
Hiện nay thiết bị, vật tư die cut được phân phối với nhiều nhà sản xuất và giá cả khác nhau. Nếu bạn cần tìm mua cho mình thiết bị, vật tư die cut hãy liên hệ với chúng tôi theo thông tin bên dưới để nhận được ưu đãi tốt nhất cũng như được tư vấn bởi những kỹ sư đánh bóng của chúng tôi:
Công Ty TNHH Đầu Tư Phát Triển Cuộc Sống
Địa chỉ: 487 Cộng Hòa, Phường 15, Quận Tân Bình, TPHCM, Việt Nam
Điện thoại: 028 3977 8269 / 028 3601 6797
Di động: 0906 988 447
Email: sales@lidinco.com
Xem thêm: Các loại nhôm