Đánh bóng công nghiệp
Tất tần tật về tấm kim loại – Vật liệu, kích thước tiêu chuẩn và quy trình tạo hình

Th10
Tấm kim loại là nền tảng của mọi ngành kỹ thuật ngày nay. Chúng ta có thể thấy nó ở khắp mọi nơi – từ ô tô, máy móc đến mặt tiền nhà cửa và đồ nội thất.
Để tận dụng tối đa hiệu quả của tấm kim loại, trước tiên các kỹ sư cần nắm rõ đôi điều về nó, bao gồm các phép đo tiêu chuẩn, vật liệu, sự khác biệt trong sản xuất và các phương pháp tạo hình khả thi.
Tấm kim loại là gì?
Tấm kim loại là một trong những hình dạng và dạng kim loại có thể được mua. Tấm kim loại là bất kỳ kim loại nào có độ dày từ 0,5…6 mm.
Tuy nhiên, còn có những đơn vị đo lường khác được sử dụng để phân loại kim loại theo độ dày.
Milimet, Mils & Gauge
Tấm kim loại, tấm và tấm kim loại khá giống nhau, điểm khác biệt duy nhất là độ dày. Độ dày được đo bằng 3 cách: milimét, mil và gauge. Mặc dù milimét là một đơn vị khá đơn giản, nhưng mil và gauge chỉ phổ biến trong kỹ thuật và sản xuất.
Một mil bằng một phần nghìn inch. Vì người Anh thường dùng “mils” ở dạng số nhiều của milimét, nên có thể hơi khó hiểu một chút, nhưng sự khác biệt này rất quan trọng.
Gauge là một đơn vị đo độ dày của tấm kim loại. Mặc dù các tiêu chuẩn chính thức không khuyến khích sử dụng gauge, nhưng chúng không phải là quá hiếm. Gauge biểu thị độ dày của kim loại so với trọng lượng trên mỗi foot vuông. Số gauge càng cao thì độ dày càng nhỏ.
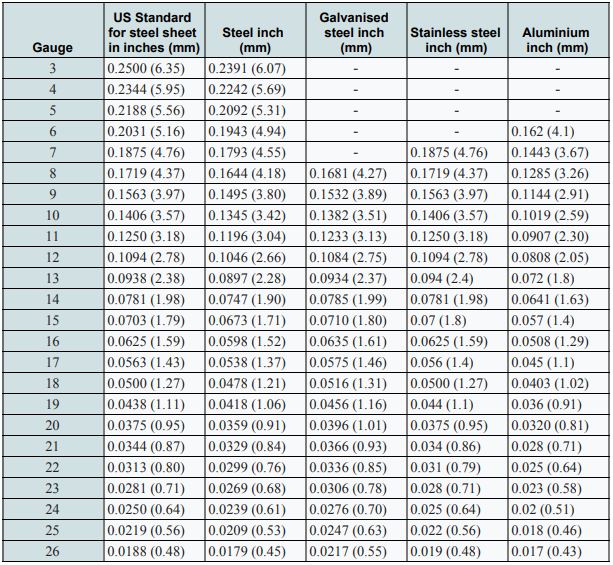
Vì liên quan đến trọng lượng của kim loại, độ dày thực tế (mm) của cùng một cỡ sẽ khác nhau đối với các kim loại khác nhau (ví dụ thép 12 mm so với nhôm 12 mm).
Lá kim loại, Lớp và Tấm
Sau khi xem xét các hệ thống đo lường cơ bản, giờ đây chúng ta có thể xem xét việc phân loại lá, tấm và tấm. Vì mục đích của bài viết, chúng ta sẽ sử dụng milimét làm đơn vị đo lường.

Lá kim loại
Lá kim loại đặc biệt phổ biến với nhôm, thường được gọi là giấy thiếc. Độ dày của lá kim loại thường lên đến 0,2 mm.
Tấm kim loại là loại tiếp theo. Độ dày của tấm kim loại bắt đầu từ 0,5 mm và lên đến 6 mm. Bất kỳ độ dày nào lớn hơn mức đó đều được gọi là tấm kim loại.
Tấm kim loại mỏng dễ tạo hình mà vẫn đảm bảo độ bền cao. Với giá thành tương đối rẻ, nó phù hợp với hầu hết các mục đích kỹ thuật. Đó là lý do tại sao chúng ta thấy nó ở khắp mọi nơi.
Ở cuối bài viết, chúng ta sẽ thảo luận về các phương pháp tạo hình khác nhau được sử dụng với tấm kim loại.
Vật liệu phổ biến
Hầu như tất cả các kim loại kỹ thuật thông dụng đều được sử dụng ở dạng tấm. Một số trong số đó là thép cacbon, thép không gỉ, đồng và nhôm. Việc lựa chọn loại phù hợp phụ thuộc vào ứng dụng và yêu cầu của sản phẩm.
Tấm kim loại có cùng tính chất cơ học với kim loại nền . Do đó, tấm thép có độ bền kéo và độ bền cao, thích hợp sử dụng trong xây dựng và chế tạo máy móc.
Đồng thời, các tấm đồng thường được sử dụng làm lớp trang trí trên các tòa nhà hiện đại.
Kích thước tiêu chuẩn
Các phép đo tiêu chuẩn áp dụng cho cả kích thước và độ dày của tấm. Mặc dù có một số giải pháp khắc phục để đạt được kích thước tấm lớn thông qua hàn, nhưng bạn không thể bỏ qua bảng độ dày.
Kích thước tấm kim loại tiêu chuẩn
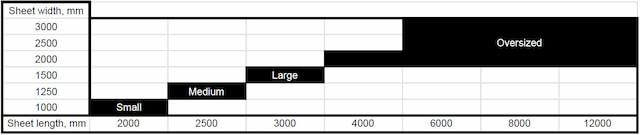
Việc nắm rõ kích thước tấm tiêu chuẩn giúp bạn tối ưu hóa bố cục chi tiết. Nhiều lần chúng tôi nhận được các chi tiết sản xuất có kích thước lớn hơn kích thước tiêu chuẩn một chút. Điều này đồng nghĩa với việc khách hàng phải chịu nhiều phế liệu hơn và tổng chi phí cao hơn.
Ngoài ra, một điều nữa cần lưu ý ở đây là sự sẵn có của các kích cỡ tấm khác nhau. Mặc dù các tấm nhỏ, vừa và lớn hầu như luôn có sẵn trong kho của mọi nhà chế tạo kim loại tấm, nhưng các tấm quá khổ thì có thể không có.
Nhiều nhà sản xuất có thể không có máy móc để cắt những tấm lớn như vậy. Vì vậy, việc hiểu rõ năng lực của nhà sản xuất sẽ rất hữu ích.
Đôi khi bạn có thể hàn hai tấm nhỏ hơn lại với nhau nhưng đó không phải là giải pháp tối ưu, đặc biệt là khi bạn chú trọng nhiều đến tính thẩm mỹ của dự án.
Độ dày tấm kim loại tiêu chuẩn
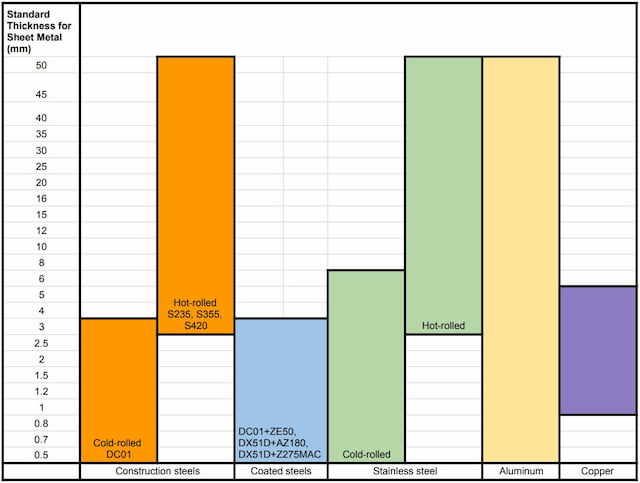
Bảng trên thể hiện độ dày tiêu chuẩn cho cả tấm kim loại và tấm kim loại. Như bạn có thể thấy, mỗi loại kim loại đều có tiêu chuẩn riêng.
Ngoài ra, tốt nhất là không chỉ chú ý đến điểm bắt đầu và điểm kết thúc mà còn cả giá trị thực tế. Việc có người hỏi về độ dày không chuẩn khá thường xuyên.
Bảng này chắc chắn có ngoại lệ. Chúng tôi chỉ khuyên bạn nên làm theo những độ dày này vì khó tìm vật liệu. Tất cả các loại vật liệu trên đều có sẵn ở nhiều nhà chế tạo kim loại tấm.
Tấm kim loại cán nóng so với tấm kim loại cán nguội
Có hai phương pháp sản xuất tấm kim loại – cán nóng và cán nguội . Nhìn vào bảng độ dày tiêu chuẩn ở trên, bạn có thể thấy cách sử dụng hai phương pháp này. Trong trường hợp thép xây dựng, cán nguội chỉ đạt độ dày tối đa 3 mm. Từ đó trở đi, các tấm và tấm kim loại được cán nóng để tiết kiệm chi phí.
Mặc dù quá trình cán nóng lại bắt đầu từ 3 mm đối với thép không gỉ, nhưng quá trình cán nguội lại bao phủ toàn bộ các tấm, tức là lên đến 6 mm.
Về mặt kỹ thuật, việc phân biệt hai loại thép này rất quan trọng. Đối với các ứng dụng chính xác, thép cán nguội được ưa chuộng hơn vì chúng ta có thể kiểm soát tốt hơn kích thước cuối cùng. Điều này là do thép cán nóng sau khi nguội sẽ co lại một chút và hình dạng có thể thay đổi đôi chút.
Quy trình tạo hình cho tấm kim loại
Vậy là cuối cùng chúng ta đã đến phần phương pháp tạo hình cho tấm kim loại. Có rất nhiều lựa chọn và quyết định nằm ở bạn.
Lựa chọn chủ yếu phụ thuộc vào kết quả mong muốn. Tuy nhiên, nhiều phương pháp trong số đó cho kết quả gần giống hoặc tương đương. Sau đó, vấn đề nằm ở chi phí (thường tùy thuộc vào quy mô lô), tính khả dụng và độ chính xác mong muốn.
Uốn tấm kim loại
Uốn là một quá trình tạo hình trong đó tấm kim loại được uốn cong thành hình dạng mong muốn bằng cách tác dụng ứng suất uốn. Tấm kim loại được uốn cong đến mức đạt được biến dạng dẻo, ngăn không cho kim loại trở lại hình dạng ban đầu.
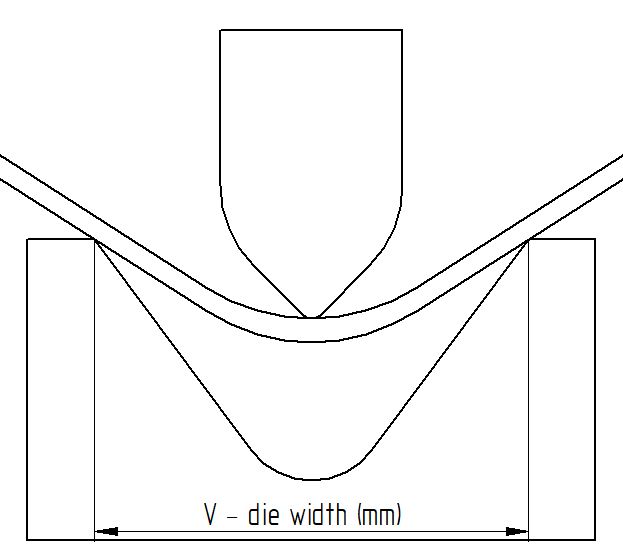
Uốn cong bằng không khí với khuôn chữ V
Các bộ phận như mép và gờ nổi được tạo ra bằng phương pháp uốn. Hình thức uốn phổ biến nhất là uốn chữ V. Trong đó, khuôn chữ V và đầu đột được ép lại với nhau để tạo cho tấm thép hình dạng mong muốn.
Uốn cạnh là một phương pháp phổ biến khác để uốn mặt bích bằng cách sử dụng khuôn lau và đục.
Uốn tôn
Uốn cong là quá trình tạo thành một vòng tròn ở mép tấm kim loại để đảm bảo an toàn hơn khi xử lý.
Có sự khác biệt giữa mép cong và mép hình giọt nước . Trong kiểu uốn, mép ban đầu được cuộn vào trong hình tròn đã tạo, trong khi ở kiểu viền hình giọt nước, mép ban đầu vẫn được để lộ ra.
Cuộn cũng có thể được phân loại thành cuộn lệch tâm và cuộn đúng tâm. Cuộn lệch tâm có tâm nằm trên tấm kim loại, trong khi cuộn đúng tâm có tâm nằm ngang bằng với tấm kim loại.
Tấm kim loại
Decambering là quá trình loại bỏ độ cong vênh của tấm kim loại. Trong một tấm kim loại, đặc biệt là ở các chi tiết dạng dải, một đường cong ngang sẽ được tạo ra khi được cán mỏng thành các tấm.
Trong quá trình decambering, chúng tôi loại bỏ độ cong ngang này bằng cách làm phẳng các cạnh để loại bỏ độ cong. Lực được tác dụng lên cạnh bị biến dạng, chứ không phải lên mặt, để đẩy nó về dạng thẳng. Quá trình này thường được thực hiện trên các đoạn có chiều dài hạn chế.
Dập sâu
Dập sâu là một quy trình tạo hình kim loại tấm, trong đó hình dạng của tấm kim loại được thay đổi thành hình dạng mong muốn qua nhiều giai đoạn bằng cách sử dụng một loạt khuôn dập. Chỉ khi độ sâu của hình dạng được tạo ra vượt quá đường kính ban đầu của tấm kim loại, thì mới được coi là dập sâu.
Đục và khuôn được sử dụng để tạo ra những thay đổi ở mọi giai đoạn. Với quy trình này, một tấm kim loại được biến đổi thành nhiều hình dạng khác nhau như bình nhiên liệu, bồn rửa và các bộ phận ô tô. Dập sâu chủ yếu được sử dụng cho sản xuất hàng loạt lớn.
Tấm kim loại mở rộng
Trong quy trình tạo hình kim loại này, một tấm kim loại được đưa qua kéo đục lỗ, tại đó nó được cắt và kéo căng thành hình dạng mong muốn. Lưới hình thoi thường được ưa chuộng hơn vì nó có ưu điểm về mặt cấu trúc so với các hình dạng khác.
Quá trình tạo hình này thường được sử dụng để sản xuất hàng rào, lối đi, bục, lưới sắt, v.v. Quá trình này tạo ra sản phẩm tự thoát nước, chắc chắn có thể chịu được trọng lượng được thiết kế.
Những sản phẩm này có thể được sử dụng khi cần luồng không khí hoặc chất lỏng đi qua nhưng cần ngăn các hạt lớn hơn đi qua, ví dụ như sàng lọc. Độ bền của kim loại ban đầu vẫn được giữ nguyên.
Tạo hình thủy lực
Ép thủy lực là một phương pháp cải tiến để định hình các tấm kim loại theo hình dạng mong muốn. Trong quy trình này, kim loại được đặt trên khuôn, nhưng thay vì dùng búa, người ta sử dụng chất lỏng áp suất cao để định hình tấm kim loại.
Với quy trình này, các chi tiết phức tạp hơn có thể được tạo ra trong thời gian ngắn hơn. Nó cũng tương đối rẻ hơn và đòi hỏi ít công sức hơn. Ép thủy lực cũng tương thích với hầu hết các vật liệu như thép không gỉ, nhôm, thép cacbon, đồng thau và kim loại quý.
Vì thường không cần khuôn phù hợp nên có thể sử dụng phương pháp tạo hình thủy lực để tạo ra các hình dạng không theo quy ước.
Tạo hình tấm gia tăng
Ép tấm tăng dần là một quy trình gia công kim loại giúp tạo cho tấm kim loại một hình dạng mong muốn nhất định. Phương pháp tạo hình này chỉ khả thi với khối lượng nhỏ.
Có thể thực hiện các thay đổi trên sản phẩm một cách nhanh chóng và dễ dàng. Trong quy trình này, sản phẩm được tạo hình theo từng bước gia tăng.
Vật liệu tấm được định hình bằng một hình cầu điểm đơn.
Mặc dù quy trình này cho kết quả tương tự như phương pháp dập sâu, nhưng nó không cần bộ khuôn dập riêng biệt. Vì vậy, ưu điểm lớn nhất của phương pháp này là tính linh hoạt.
Ủi quần áo
Quá trình ủi được sử dụng khi cần giảm độ dày ở một khu vực nhất định của tấm kim loại. Điều này cho phép nhà sản xuất đạt được độ dày thành đồng đều khi gia công sản phẩm kéo sâu.
Một ví dụ điển hình về ủi là quy trình sản xuất lon nước ngọt. Thành lon cần được làm mỏng đến độ dày định trước. Thông thường, cần 2 hoặc 3 quy trình ủi với các khuôn khác nhau để tạo ra độ dày mong muốn cho lon nước ngọt bằng nhôm. Quy trình ủi này được thực hiện kết hợp với kỹ thuật kéo sâu.
Cắt laser
Cắt laser ngày càng được sử dụng rộng rãi trong các ứng dụng cắt kim loại tấm. Nó có độ chính xác cao và bề mặt hoàn thiện cực kỳ mịn. Máy CNC thường được sử dụng để cắt các hình dạng cụ thể.
Sau khi nạp chương trình, việc cắt cụ thể sẽ được thực hiện bằng laser. Cắt laser có ưu điểm là linh hoạt. Khi cần, có thể dễ dàng thay đổi hình dạng theo yêu cầu. Dịch vụ cắt laser cũng có thể cắt các tấm kim loại thành những chi tiết cực kỳ phức tạp.
Gia công quang hóa
Gia công quang hóa là quá trình thực hiện kiểm soát ăn mòn để tạo ra các bộ phận kim loại tấm theo yêu cầu.
Trong quy trình này, chất cản quang và chất ăn mòn được sử dụng để tạo hình cho tấm kim loại. Phương pháp này được phát triển vào những năm 1960 và cho đến ngày nay vẫn là một phương pháp tương đối rẻ tiền.
Gia công quang hóa có thể được sử dụng để cắt bất kỳ kim loại nào. Quy trình này lý tưởng cho sản xuất hàng loạt. Nếu cần thay đổi, chúng có thể được thực hiện dễ dàng.
Cũng giống như cắt laser, quy trình này cực kỳ chính xác và có thể tạo ra bề mặt nhẵn mịn. Quy trình này được sử dụng để tạo ra các lưới, lỗ nhỏ, bộ phận gia nhiệt linh hoạt, gioăng kim loại, tiếp điểm điện và đồ trang sức cực kỳ mịn.
Đột
Đột là một kỹ thuật rất phổ biến để cắt lỗ trên tấm kim loại. Thiết bị bao gồm một đầu đột và một khuôn đột. Khoảng hở giữa hai đầu đột rất nhỏ.
Khi đầu đột và khuôn chạm vào nhau, vật liệu được ép giữa hai đầu đột và sau đó, lực cắt sẽ tạo ra một lỗ trên tấm kim loại . Quy trình này tương đối rẻ khi gia công số lượng lớn và có khả năng đột lỗ trên cả kim loại tấm lẫn kim loại dải.
Có thể đục các lỗ có kích thước khác nhau, nhưng thường khuyến nghị đường kính lỗ cần đục phải lớn hơn độ dày của vật liệu. Đối với các hợp kim đặc biệt cứng, chênh lệch giữa đường kính lỗ và độ dày cần phải lớn hơn.
Lăn
Cán có thể được thực hiện trên tấm kim loại để giảm độ dày tổng thể của tấm kim loại hoặc làm cho nó đồng đều hơn. Trong quy trình này, tấm kim loại được đưa qua một bộ trục cán.
Tùy thuộc vào nhiệt độ, quy trình được phân loại thành cán nóng hoặc cán nguội. Trong cán nóng, nhiệt độ thép vào khoảng 1400 độ F. Điều này có thể giúp đạt được độ dày từ 1/16 inch đến 5/16 inch.
Trong cán nguội, quá trình được thực hiện ở nhiệt độ phòng. Vật liệu được rửa bằng axit và xử lý nhiệt để đạt được độ hoàn thiện tốt.
Lăn cũng là một cách khác để uốn cong bán kính lớn. Thay vì sử dụng máy ép thủy lực để uốn theo bậc, phương pháp này tạo ra bán kính lớn và đồng đều mà không cần phải thao tác thủ công liên tục.
Tạo hình phanh ép
Trong quy trình này, một tấm kim loại dài được uốn quanh một trục thẳng đi qua vật liệu. Vật liệu có thể được tạo hình chữ ‘V’, ‘U’ hoặc hình kênh tùy thuộc vào đầu đột và khuôn.
Tuy trông có vẻ đơn giản, nhưng uốn chính xác là một nhiệm vụ khó khăn trong tạo hình bằng máy ép phanh. Cần xem xét các đặc tính vật liệu cùng với máy ép và dụng cụ để hoàn thiện độ đàn hồi.
Máy ép thủy lực cũng có thể được sử dụng để tạo hình các chi tiết nhỏ hơn, phù hợp cho cả các chi tiết nhỏ lẫn chi tiết lớn. Độ dày lên đến 25 mm có thể dễ dàng uốn cong và chiều dài của chi tiết có thể lên đến 6 m.
Bánh xe
Quy trình tạo hình này sử dụng bánh xe Anh để kéo giãn và uốn cong các tấm kim loại phẳng thành hình dạng mong muốn. Phương pháp này đòi hỏi lao động có tay nghề cao và do đó rất tốn kém. Phương pháp này không thể áp dụng cho sản xuất hàng loạt. Ép bánh xe chủ yếu được sử dụng để sản xuất các bộ phận tùy chỉnh số lượng ít cho xe cũ.
Nó cũng được sử dụng để tạo ra các bộ phận kim loại tấm cho nguyên mẫu ô tô và máy bay.
Hình dạng được tạo ra theo từng giai đoạn và ở mỗi giai đoạn, người vận hành phải so sánh sản phẩm đã tạo hình với hình dạng tham chiếu. Có thể cần sử dụng các bánh xe khác nhau và di chuyển sản phẩm theo các hướng khác nhau.
Mặc dù có rất nhiều dịch vụ sản xuất kim loại được cung cấp, điều quan trọng là tìm được dịch vụ phù hợp với nhu cầu của bạn mà vẫn tiết kiệm chi phí. Tất cả thông tin trên nhằm mục đích giúp bạn làm được điều đó.
Tìm thiết bị, vật tư đánh bóng ở đâu uy tín, chất lượng
Hiện nay thiết bị, vật tư đánh bóng được phân phối với nhiều nhà sản xuất và giá cả khác nhau. Nếu bạn cần tìm mua cho mình thiết bị, vật tư đánh bóng hãy liên hệ với chúng tôi theo thông tin bên dưới để nhận được ưu đãi tốt nhất cũng như được tư vấn bởi những kỹ sư đánh bóng của chúng tôi:
Công Ty TNHH Đầu Tư Phát Triển Cuộc Sống
Địa chỉ: 487 Cộng Hòa, Phường 15, Quận Tân Bình, TPHCM, Việt Nam
Điện thoại: 028 3977 8269 / 028 3601 6797
Di động: 0906 988 447
Email: sales@lidinco.com
Xem thêm: Á kim – Định nghĩa, Tính chất & Ứng dụng