Đánh bóng công nghiệp
Giới thiệu về quá trình đúc

Th9
Đúc là một quá trình sản xuất bao gồm việc định hình một nguyên liệu thô dạng lỏng hoặc dẻo bằng cách sử dụng một khung cố định; được gọi là khuôn hoặc ma trận. Khuôn nói chung là một khoang chứa rỗng, thường được làm bằng kim loại, nơi đổ vật liệu nhựa lỏng, kim loại, gốm hoặc thủy tinh.
Trong hầu hết các trường hợp, khuôn được lấy từ mẫu hoặc mẫu ban đầu của đối tượng cuối cùng; mục tiêu chính của nó là tái tạo nhiều bản sao đồng nhất của sản phẩm cuối cùng. Khi chất lỏng nguội đi và cứng lại bên trong khuôn, hình dạng cuối cùng sẽ đạt được. Việc loại bỏ nó được thực hiện dễ dàng hơn bằng cách sử dụng chất giải phóng hoặc chốt đẩy.
Xung quanh chúng ta là những đồ vật thông thường và phức tạp được tạo ra từ quá trình sản xuất khuôn mẫu. Quá trình đúc khuôn đã diễn ra trong suốt nhiều thiên niên kỷ. Bằng chứng về việc sử dụng nó đã được phát hiện từ thời kỳ đồ đồng, nơi đá được dùng làm khuôn để sản xuất mũi giáo.

Các quy trình đúc hiện đại bao gồm ép phun nhựa, đúc Cao su silicon lỏng (LSR), ép xung và đúc chèn. Các nguyên mẫu tùy chỉnh và các bộ phận sử dụng cuối được sản xuất bằng quy trình ép phun nhựa. Quy trình tiêu chuẩn loại bỏ việc sử dụng các đường truyền nhiệt hoặc làm mát nhúng trong khuôn để thợ đúc, còn được gọi là kỹ thuật viên đúc, có thể theo dõi cẩn thận áp suất đổ đầy, tính thẩm mỹ và chất lượng tổng thể của bộ phận.
- Đúc bằng Cao su silicon lỏng (LSR) là một vật liệu có tính linh hoạt cao được coi là polyme nhiệt rắn, nghĩa là trạng thái đúc của nó là vĩnh viễn và không thể nấu chảy lại như nhựa nhiệt dẻo. Một công cụ đúc LSR cụ thể được thiết kế bằng gia công CNC, do đó cung cấp các tùy chọn hoàn thiện bề mặt khác nhau cho bộ phận LSR sử dụng cuối.
- Quá trình đúc khuôn cho phép một bộ phận có thể chứa nhiều vật liệu. Sau khi tổng số lần chạy của bộ phận nền được đúc, công cụ ép khuôn sẽ được thiết lập trên máy ép. Sau đó, nó được đặt bằng tay vào khuôn và được đổ khuôn bằng vật liệu cao su silicone lỏng hoặc nhựa nhiệt dẻo. Đúc chèn tương tự như ép xung, nhưng phổ biến nhất là sử dụng phần nền kim loại được tạo hình sẵn rồi phủ nhựa lên trên để tạo ra phần cuối cùng.
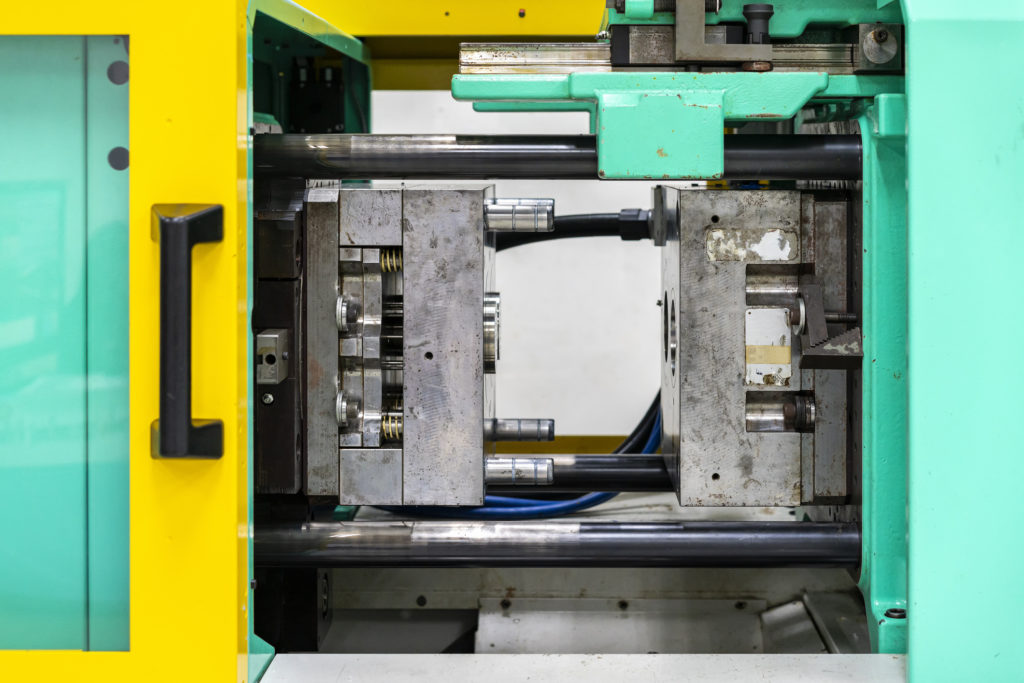
Ép phun
Đúng như tên gọi của nó, ép phun là quá trình sản xuất phun vật liệu vào khuôn để tạo ra một bộ phận. Trong khi các vật liệu phổ biến nhất được sử dụng để ép phun là kim loại, polyme nhiệt dẻo và polyme nhiệt rắn, các vật liệu khác có thể bao gồm thủy tinh, chất đàn hồi và bánh kẹo. Đúc khuôn đặc biệt đề cập đến việc ép phun kim loại.
Máy ép phun đầu tiên được cấp bằng sáng chế vào năm 1872 bởi anh em nhà phát minh người Mỹ John Wesley và Isaiah Hyatt, những người cuối cùng đã sử dụng nó để sản xuất vòng cổ, cúc áo và lược chải tóc. Một nhà phát minh người Đức đã được cấp bằng sáng chế cho phương pháp ép phun cellulose axetat dẻo, một vật liệu ít bắt lửa hơn cellulose nitrat, vào năm 1939.
Chiến tranh thế giới thứ hai là nguyên nhân dẫn đến sự mở rộng nhanh chóng của ngành khi nhu cầu bùng nổ đối với các sản phẩm sản xuất hàng loạt, giá cả phải chăng. Ngành công nghiệp tiếp tục chứng kiến sự phát minh ra máy phun trục vít đầu tiên vào năm 1946, ngày nay máy này chiếm phần lớn trong tổng số các loại máy.
Sau đó vào những năm 1970, quy trình ép phun có hỗ trợ khí đầu tiên đã được phát triển, giúp tạo ra các vật thể rỗng, phức tạp và nguội nhanh chóng. Điều này đã cải thiện đáng kể tính linh hoạt trong thiết kế cũng như độ bền và độ hoàn thiện của các bộ phận được sản xuất.
Nó cũng giảm thời gian sản xuất, chi phí, trọng lượng và chất thải. Ngày nay, ngành công nghiệp ép phun nhựa sản xuất nhiều loại sản phẩm trên nhiều lĩnh vực, bao gồm ngành hàng không vũ trụ, ô tô, xây dựng, hàng tiêu dùng, bao bì, hệ thống ống nước và đồ chơi.
Mặc dù ép phun là một quá trình linh hoạt, nhưng điều quan trọng là phải chú ý cẩn thận đến thiết kế và vật liệu của khuôn, vật liệu được sử dụng, hình dạng và tính năng mong muốn của bộ phận cũng như thông số kỹ thuật của máy đúc. Khuôn thường được làm từ thép hoặc nhôm và được gia công chính xác để tạo thành các đặc tính cụ thể của chúng. Vật liệu lỏng được đưa vào thùng đã được làm nóng, trộn và đưa vào khoang khuôn, cuối cùng được làm nguội và đông cứng theo hình dạng của khuôn.
Tối ưu cho sản xuất số lượng lớn, nhiều bộ phận đa dạng từ các bộ phận nhỏ như nắp chai, bao bì, nhạc cụ cho đến ô tô đồ chơi, cho đến toàn bộ tấm thân ô tô, bộ phận cơ khí và bánh răng cũng như hầu hết các bộ phận bằng nhựa trên kệ ngày nay, được sản xuất nhờ ép phun.
Nhờ những tiến bộ trong công nghệ in 3D, photopolyme có thể được sử dụng để sản xuất một số khuôn ép phun đơn giản vì chúng không tan chảy trong quá trình ép phun nhựa nhiệt dẻo ở nhiệt độ thấp.
Các thiết bị được sử dụng trong quá trình ép phun bao gồm máy ép phun, khuôn hoặc khuôn dập, khuôn phun và khuôn đẩy. Do chi phí cao, các khuôn tùy chỉnh được xử lý và bảo quản rất cẩn thận, đặc biệt chú ý đến nhiệt độ và độ ẩm môi trường nhằm nỗ lực ngăn ngừa cong vênh.
Hai phương pháp chính để chế tạo khuôn là: gia công tiêu chuẩn (CNC) và Gia công phóng điện (EDM). Gia công tiêu chuẩn trước đây là phương pháp thông thường hơn và sự phát triển trong CNC (Điều khiển số máy tính) đã cho phép chế tạo các khuôn phức tạp hơn với tốc độ cao hơn. EDM, còn được gọi là xói mòn tia lửa, cũng đã được áp dụng rộng rãi trong chế tạo khuôn mẫu. Thép công cụ là vật liệu phổ biến nhất được sử dụng trong chế tạo khuôn.
Các khuôn được thiết kế tốt được chế tạo bằng nhôm cứng hiện đại (hợp kim 7075 và 2024) có thể dễ dàng đạt tuổi thọ một phần là 100.000 hoặc cao hơn nếu bảo dưỡng khuôn thích hợp. Thép nhẹ, nhôm, niken hoặc epoxy chỉ thích hợp cho nguyên mẫu hoặc sản xuất trong thời gian rất ngắn.
Khuôn quay
Đúc quay, còn được gọi là đúc quay, đòi hỏi phải nạp một lượng điện tích hoặc trọng lượng bắn của vật liệu vào một khuôn rỗng được nung nóng, sau đó quay khuôn từ từ, làm cho vật liệu mềm phân tán và bám vào thành khuôn. Khuôn tiếp tục quay mọi lúc trong giai đoạn gia nhiệt để đạt được và duy trì độ dày đồng đều trên toàn bộ sản phẩm. Vòng quay này cũng ngăn ngừa sự võng hoặc biến dạng trong giai đoạn làm mát.
Ưu điểm khác biệt của đúc quay là đây là một quy trình dễ dàng hơn bất kỳ quy trình nào khác khi sản xuất các bộ phận lớn, rỗng, chẳng hạn như thùng dầu hoặc ghế. Ngoài ra, các khuôn được sử dụng trong khuôn quay có giá thành rẻ hơn đáng kể so với các loại khuôn khác. Rất ít vật liệu bị lãng phí khi quay vòng; vật liệu dư thừa thường có thể được tái sử dụng, mang lại hiệu quả kinh tế và sinh thái.
Một ưu điểm khác nằm ở bản thân các khuôn; chúng cần ít dụng cụ hơn, có nghĩa là chúng có thể được sản xuất và đưa vào sản xuất nhanh hơn nhiều so với các quy trình đúc khuôn khác. Điều này đặc biệt có giá trị đối với các bộ phận phức tạp. Đúc quay cũng là quá trình được lựa chọn cho thời gian ngắn và giao hàng gấp. Các khuôn có thể được thay đổi nhanh chóng hoặc có thể sử dụng các màu khác nhau mà không cần tẩy khuôn. Với các quy trình khác, việc tẩy có thể được yêu cầu để trao đổi màu sắc.
Hạn chế chính là các khu vực khó tiếp cận trong khuôn và thời gian làm nguội lâu dẫn đến thời gian ngừng hoạt động của khuôn đáng kể.
Ứng dụng đầu tiên của quay và nhiệt hai trục được ghi nhận vào năm 1855, chủ yếu để sản xuất đạn pháo kim loại và các loại tàu rỗng khác. Mục tiêu ban đầu của việc sử dụng xoay là tạo ra sự thống nhất về độ dày và mật độ của tường. Cuối cùng, phương pháp đúc quay được sử dụng để làm rỗng các vật thể bằng sáp; ngay sau đó phương pháp quay vòng được sử dụng để chế tạo trứng sô cô la. Sau đó nó được áp dụng bằng cách sử dụng thạch cao Paris vào những năm 1920.

Vào những năm 1950, nó ban đầu được áp dụng cho nhựa và chậm được chấp nhận trong ngành vì tốc độ năng suất chậm và hạn chế do một số lượng nhỏ nhựa phù hợp gây ra. Các sản phẩm đúc quay đầu tiên là đầu búp bê, dẫn đến việc tạo ra các đồ chơi bằng nhựa khác, cuối cùng tạo ra nón đường, phao biển và tay vịn ô tô. Sự phổ biến đã thúc đẩy sự phát triển của máy móc lớn hơn và cuối cùng dẫn đến việc thành lập một hiệp hội thương mại toàn cầu có tên là Hiệp hội các máy đúc quay (ARM).
Các loại nhựa mới như polycarbonate, polyester và nylon đã được đưa vào đúc quay vào những năm 1980, dẫn đến những ứng dụng mới cho quy trình này, chẳng hạn như thùng nhiên liệu và khuôn đúc công nghiệp. Gần đây nhất, sự phát triển của bột nhựa và cải tiến kiểm soát quy trình đã dẫn đến sự gia tăng đáng kể trong ứng dụng của nó.
Có thể tìm thấy nhiều kích cỡ thiết bị khác nhau trong số các máy đúc quay khác nhau. Nói chung, một máy đúc quay bao gồm khuôn, lò nướng, buồng làm mát và trục khuôn. Lớp phủ nhựa đồng nhất bên trong mỗi khuôn đạt được nhờ các trục quay được gắn trên một trục quay. Chất lượng của khuôn, thường làm bằng nhôm, liên quan trực tiếp đến chất lượng và độ hoàn thiện của sản phẩm cuối cùng.
Các máy quay vòng khác nhau như sau:
- Máy cuộn đá
- Máy vỏ sò
- Máy quay dọc hoặc lên xuống
- Phun vật liệu
- Máy quay dọc hoặc lên xuống
- Máy đưa đón
- Máy cánh tay đòn
- Máy băng chuyền
Máy rock-and-roll chuyên dùng để sản xuất các chi tiết dài, hẹp. Máy đúc vỏ sò là máy đúc quay một tay làm nóng và làm mát trong cùng một buồng và chiếm ít không gian hơn so với máy con thoi và máy tay đòn. Máy quay dọc được coi là có kích thước từ nhỏ đến trung bình (so với các máy đúc quay khác) và tiết kiệm năng lượng nhờ buồng làm nóng và làm mát nhỏ gọn.
Mặc dù có máy đưa đón một tay nhưng hầu hết các máy đưa đón đều có hai tay xen kẽ các khuôn giữa buồng gia nhiệt và trạm làm mát. Các cánh tay độc lập với nhau và chúng quay khuôn theo hai trục. Máy cánh tay đòn rất có lợi cho các công ty có chu kỳ làm mát kéo dài hoặc thời gian tháo khuôn kéo dài. Nó có thể có tới bốn cánh tay với chuyển động hai trục.
Mỗi cánh tay độc lập với cánh tay kia vì không cần thiết phải vận hành tất cả các cánh tay cùng một lúc. Máy quay vòng là một trong những máy hai trục phổ biến nhất trong ngành. Nó có thể có tới bốn cánh tay và sáu trạm, đồng thời có nhiều kích cỡ khác nhau.
Đúc thổi
Nguyên lý ban đầu của đúc thổi có nguồn gốc từ thổi thủy tinh. Về cơ bản, đúc thổi là một quá trình sản xuất tạo thành các bộ phận bằng nhựa rỗng.
Đúc thổi lần đầu tiên được ra mắt bằng cách nấu chảy nhựa và tạo thành một parison, là một đoạn nhựa giống như ống có một lỗ ở một đầu cho phép khí nén đi qua. Một “phôi”, chứ không phải là parison, được sử dụng với phương pháp ép phun và ép thổi căng (ISB). Sau đó, parison được kẹp vào khuôn và không khí được thổi vào đó, tạo ra áp suất đẩy nhựa ra ngoài khớp với khuôn. Sau khi nhựa nguội và cứng lại, bộ phận này sẽ được đẩy ra.

Có ba loại đúc thổi chính:
- Quá trình ép đùn thổi (EBM) lần đầu tiên xảy ra bằng cách lấy nhựa nóng chảy và đùn nó qua một thiết bị parison bằng khí nén và vào khuôn. Nó có hai biến thể: liên tục và không liên tục.
- Đúc thổi (IBM) thường được sử dụng cho các chai y tế nhỏ và chai dùng một lần. Nó được sử dụng để sản xuất số lượng lớn các vật thể bằng thủy tinh và nhựa rỗng bằng cách ép phun polyme vào chốt lõi được quay đến trạm đúc thổi để bơm căng và làm mát. IBM áp đặt các hạn chế về thiết kế chai, chỉ cho phép làm đế sâm panh cho các chai có ga.
- Đúc ép căng thích hợp cho các chai hình trụ, hình chữ nhật hoặc hình bầu dục và có hai phương pháp chính khác nhau, đặc biệt là quy trình một giai đoạn và hai giai đoạn. Với phương pháp một giai đoạn, cùng một loại máy được sử dụng để tạo khuôn và thổi chai vật thể. Phương pháp này rất phù hợp với khối lượng thấp và thời gian ngắn. Trong trường hợp quy trình hai giai đoạn, nhựa đầu tiên được đúc thành “phôi” bằng quy trình ép phun.
Các “phôi” sau đó được đóng gói và cấp liệu sau khi làm nguội vào máy đúc thổi căng được hâm nóng lại. Mặc dù chi phí vốn cao và yêu cầu diện tích sàn lớn, nhưng phương pháp ép phun căng có thể tạo ra khối lượng rất lớn và hạn chế tối thiểu về thiết kế chai. Các chai này cũng có thể được bán dưới dạng một mặt hàng hoàn chỉnh để bên thứ ba thổi. - Cắt tỉa là một hoạt động liên quan chặt chẽ đến đúc thổi. Nó xảy ra khi một con dao quay hoặc quay tròn xung quanh một thùng chứa có vật liệu dư thừa do quá trình đúc. Con dao cắt bỏ vật liệu dư thừa và cho phép tái chế để tạo ra các vật đúc mới.
Đúc
Đúc là một quá trình đúc khuôn có niên đại 6.000 năm bao gồm việc đổ vật liệu lỏng vào khuôn có hình dạng mong muốn. Chất lỏng tiếp tục nguội dần và đông đặc lại. Phần đông đặc được gọi là vật đúc. Nó được đẩy ra hoặc tách ra khỏi khuôn để hoàn tất quá trình. Thông thường, kim loại hoặc vật liệu đông kết nguội như epoxy, bê tông, thạch cao hoặc đất sét được sử dụng để đúc.
Đúc là quy trình được ưu tiên để tạo ra các hình dạng phức tạp mà nếu không thực hiện bằng các phương pháp khác sẽ quá khó hoặc tốn kém. Một con ếch đúc bằng đồng là bằng chứng sống lâu đời nhất cho thấy các kiểu đúc phức tạp đã được sử dụng ngay từ năm 3200 trước Công nguyên.
Hai loại vật đúc chính là kim loại và phi kim loại (chẳng hạn như thạch cao, bê tông hoặc nhựa). Đúc kim loại liên quan đến việc nung kim loại ở trạng thái lỏng và tuần tự đổ chất lỏng vào khuôn. Khuôn và kim loại được để nguội cho đến khi kim loại lỏng đông đặc lại, lúc đó vật đúc được lấy ra khỏi khuôn. Đúc thạch cao, bê tông hoặc nhựa thường sử dụng khuôn dùng một lần hoặc khuôn đa dụng làm từ những miếng nhỏ, cứng như cao su latex.

Các phương pháp xử lý tại chỗ có thể được áp dụng cho bề mặt thạch cao hoặc bê tông khi bề mặt phẳng hoặc thiếu độ trong suốt. Chúng cũng có thể được sử dụng để tạo vẻ ngoài bằng kim loại hoặc đá. Nhựa đặc biệt được sử dụng tốt trong việc xây dựng bồn rửa, mặt bàn và buồng tắm vòi sen. Thêm đá bột và các màu sắc khác nhau có thể tạo ra sự bắt chước gần như thực tế của đá cẩm thạch tự nhiên hoặc đá travertine.
Fetting là quá trình cắt, mài, cạo hoặc chà nhám để loại bỏ những bất thường không mong muốn do các đường nối và sự không hoàn hảo trong khuôn gây ra. Ngày nay, việc tích hợp robot đã được áp dụng để thực hiện một số công việc xử lý. Tuy nhiên, những người “fettlers” trong lịch sử đã thực hiện công việc mệt mỏi này một cách thủ công, thường có nguy cơ ảnh hưởng đến sức khỏe của họ.
Một cách để tiết kiệm chi phí trong toàn bộ giai đoạn sản xuất vật đúc là áp dụng phần mềm mô phỏng quá trình đúc như AutoCAST và MAGMa; mô phỏng này sử dụng các phương pháp số để tính toán chất lượng, độ đông đặc và làm mát, đồng thời đưa ra dự đoán có thể đo lường được về các tính chất cơ học, ứng suất nhiệt và độ biến dạng. Đây được coi là sự đổi mới có giá trị nhất trong công nghệ đúc trong 50 năm qua.
Đúc chân không
Đúc chân không, đôi khi được gọi là tạo hình chân không, là một quá trình đúc đơn giản sử dụng áp suất chân không để ép một tấm nhựa được nung nóng và kéo căng lên khuôn một bề mặt. Nhựa được nung nóng đến nhiệt độ tạo hình và lực hút giữ tấm nhựa dựa vào khuôn cho đến khi đạt được hình dạng mong muốn.
Các bộ phận đúc chân không được ưu tiên hơn so với khuôn ép phun nhựa, sợi thủy tinh hoặc kim loại tấm được chế tạo phức tạp cho các ứng dụng như ki-ốt, máy rút tiền tự động, thiết bị hình ảnh y tế, vỏ động cơ hoặc để trang trí nội thất và các bộ phận ghế của toa xe lửa.
Có rất nhiều mẫu có thể có trong đúc chân không. Gỗ là khuôn phổ biến nhất để đúc chân không, chủ yếu là do giá cả phải chăng và khả năng tự do thực hiện các thay đổi thiết kế. Các đồ vật tái chế cũng có thể được sử dụng làm khuôn cho tính bền vững của chúng. Mặc dù đắt tiền nhưng khuôn nhôm có thể đẩy nhanh quá trình chế tạo vì tính hiệu quả của chúng với các bộ phận kéo nông.
Khuôn composite có giá cả phải chăng hơn so với khuôn nhôm đúc hoặc gia công và mang lại độ bền đáng tin cậy trong khi sản xuất các bộ phận chất lượng cao. Các vật liệu thích hợp nhất để đúc chân không là nhựa nhiệt dẻo trong khi loại phổ biến và dễ thích ứng nhất là Tấm Polystyrene chịu tác động cao (HIPS). Acrylic là vật liệu thích hợp để đúc chân không, được sử dụng vì độ trong suốt của nó, trong các ứng dụng như hàng không vũ trụ, ví dụ như với mái che cửa sổ buồng lái.
Các hoạt động hoàn thiện là cần thiết để chuyển sản phẩm sang trạng thái phù hợp. Các phương pháp hoàn thiện phổ biến bao gồm: chém, khoan, cắt con lăn, cắt ép và cắt bằng máy CNC (Điều khiển số máy tính).
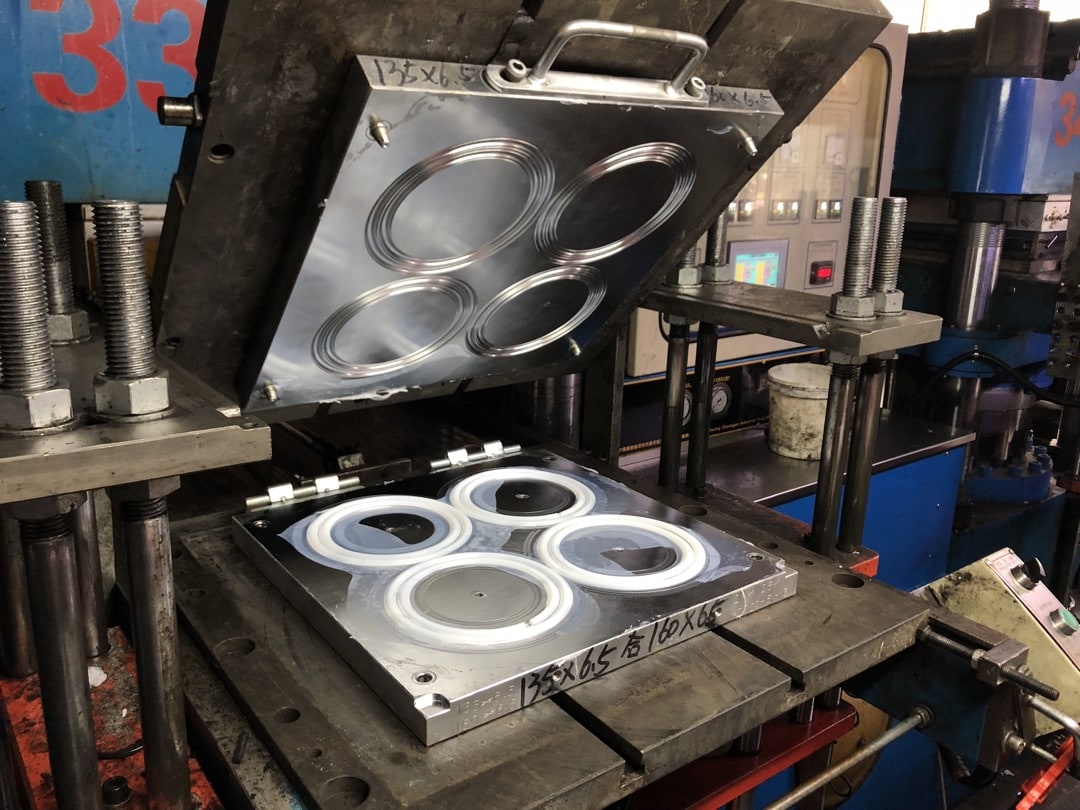
Đúc nén
Đúc nén là một quá trình tạo hình làm nóng và làm mềm vật liệu nhựa để đạt được hình dạng mong muốn. Nó đòi hỏi phải đặt vật liệu nhựa, ở dạng viên hoặc tấm, vào một khuôn kim loại mở, được nung nóng. Sau đó, khuôn làm mềm vật liệu, buộc nó phải phù hợp với hình dạng của khuôn khi áp suất được tác dụng trong khi nó đóng lại để giai đoạn đóng rắn diễn ra. Sau khi hoàn thành, các vật liệu thừa nhô ra khỏi khuôn, được gọi là “đèn flash”, cần phải được loại bỏ để đạt được độ hoàn thiện tốt.
Lần đầu tiên được phát triển để sản xuất các bộ phận composite cho các ứng dụng thay thế kim loại, đúc nén thường được sử dụng để tạo ra các bộ phận phẳng hoặc cong vừa phải lớn hơn cho ngành công nghiệp ô tô bao gồm Nhựa nhiệt dẻo gia cố sợi dài (LFT) và Nhựa nhiệt dẻo gia cố sợi thủy tinh (GMT). Một số bộ phận này bao gồm: mui xe, chắn bùn, tấm chắn bùn, cánh lướt gió, cũng như các bộ phận nhỏ hơn, phức tạp hơn.
Một ưu điểm chính của đúc nén là khả năng tạo khuôn các bộ phận lớn, tương đối phức tạp cũng như tạo ra các hình dạng cơ bản cực lớn mà các kỹ thuật ép đùn không thể thực hiện được. Đây cũng là một trong những phương pháp có chi phí thấp nhất khi so sánh với phương pháp ép chuyển hoặc ép phun.
Ngoài ra, việc giảm chất thải được tối đa hóa, điều này đặc biệt có lợi khi làm việc với các hợp chất đắt tiền. Những hạn chế của đúc nén bao gồm tính nhất quán của sản phẩm kém, khó kiểm soát nhấp nháy và không phù hợp với một số loại bộ phận nhất định.
Đúc nén có thể sản xuất dựa trên nhiều vật liệu như hệ thống nhựa sợi thủy tinh Polyester (như Hợp chất đúc khối (BMC) hoặc Hợp chất đúc tấm (SMC), polyamit-imides (như Torlon), polyimides (như Vespel), PolyPhenylene Sulfide (PPS), PolyEther Ether Ketone (PEEK), phenolics, polyester vinyl ester nhiệt rắn, epoxy, Diallyl Phthalate (DAP) và silicon.
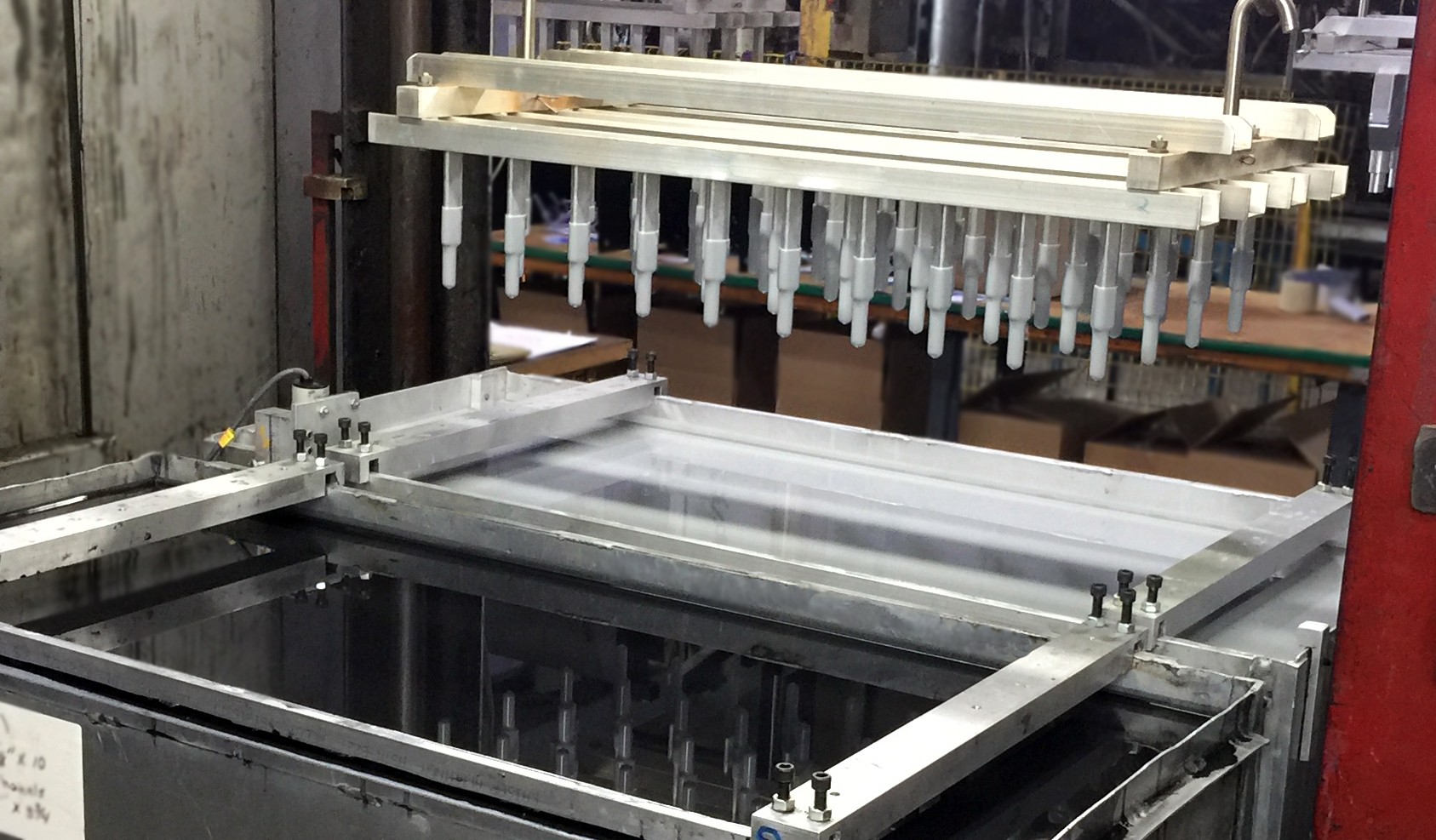
Đúc nhúng
Đúng như tên gọi của nó, đúc nhúng là một quy trình sản xuất nhựa lấy khuôn kim loại được nung nóng và nhúng chúng vào chất lỏng PVC gọi là plastisol để tạo thành một bộ phận bằng nhựa. Chất lỏng có thể được làm nóng hoặc ở nhiệt độ phòng. Sau đó, bộ phận này được làm nguội, để ráo nước, làm cứng và tách khỏi khuôn để tạo ra sản phẩm hoàn chỉnh. Các khuôn có thể được nhấn chìm nhiều lần để đạt được độ dày mong muốn. Đối với một số vật liệu nhất định, có thể cần phải có quy trình xử lý.
Đúc nhúng có thể sản xuất các bộ phận với chi phí thấp hơn so với ép phun và với tốc độ nhanh hơn. Nó phù hợp cho các nguyên mẫu ngắn cũng như các đơn đặt hàng sản xuất cao. Plastisol là vật liệu có giá cả phải chăng và có nhiều màu sắc tiêu chuẩn và tùy chỉnh. Nó cũng có khả năng chống cháy, chống tia cực tím và nấm mốc và tương đối chống trầy xước và mài mòn.
Ngoài plastisol, vật liệu đúc nhúng bao gồm mủ cao su, ieneoprene, polyurethan, silicon và epoxy. Những hạn chế chính bao gồm thời gian cần thiết để sản xuất một bộ phận và khó kiểm soát độ dày.
Tuy nhiên, phạm vi khả năng của đúc nhúng là rất lớn, tuy nhiên, một số ứng dụng phổ biến của đúc nhúng bao gồm nắp và phích cắm, nắp vòi phun xăng, găng tay, nắp rìu bảo vệ, giá đỡ ổ cắm, v.v.
Tìm phương pháp đúc khuôn ở đâu uy tín, chất lượng
Hiện nay phương pháp đúc khuôn được phân phối với nhiều nhà sản xuất và giá cả khác nhau. Nếu bạn cần tìm mua cho mình phương pháp đúc khuôn hãy liên hệ với chúng tôi theo thông tin bên dưới để nhận được ưu đãi tốt nhất cũng như được tư vấn bởi những kỹ sư đánh bóng của chúng tôi:
Công Ty TNHH Đầu Tư Phát Triển Cuộc Sống
Địa chỉ: 487 Cộng Hòa, Phường 15, Quận Tân Bình, TPHCM, Việt Nam
Điện thoại: 028 3977 8269 / 028 3601 6797
Di động: 0906 988 447
Email: sales@lidinco.com
Xem thêm: Gia công mài phẳng và các phương pháp gia công mài hiện nay