Đánh bóng công nghiệp
Giải thích về hàn đồng – Định nghĩa, Quy trình, Các loại

Th10
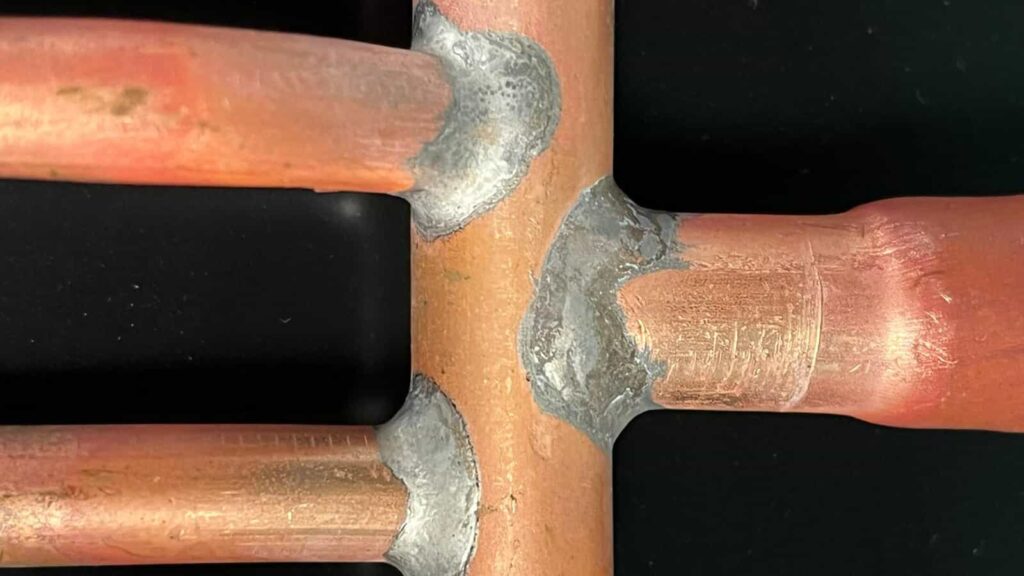
Hàn đồng là quá trình nối hai hoặc nhiều bề mặt kim loại bằng cách cho kim loại nóng chảy chảy vào mối nối. Kim loại hàn có nhiệt độ nóng chảy thấp hơn các chi tiết cần nối để giữ cho phôi không bị nóng chảy.
Mặc dù hàn là một trong những phương pháp nối lâu đời nhất nhưng nó vẫn được sử dụng cho đến ngày nay vì một lý do chính đáng.
Hàn là gì?
Hàn cứng là phương pháp nối các bề mặt kim loại lại với nhau bằng kim loại phụ có nhiệt độ nóng chảy thấp. Quá trình này sử dụng hiện tượng mao dẫn , trong đó dòng chất lỏng đồng nhất của vật liệu phụ liên kết với các kim loại nền.
Một đặc tính độc đáo trong quá trình hàn là nó giữ được các đặc tính cơ học của kim loại, hữu ích trong các ứng dụng như hàn bạc hoặc các kim loại tương tự khác.

Quy trình hàn
Một trong những bước quan trọng nhất trong quy trình ghép nối kim loại là làm sạch bề mặt kim loại cơ bản. Vải nhám hoặc bàn chải sắt đều là những công cụ tuyệt vời để loại bỏ tạp chất.
Sau khi tính toán khe hở cho kim loại lỏng để đạt được sức căng bề mặt với phôi, quá trình hàn bắt đầu bằng việc định vị chính xác cụm chi tiết. Thông thường, người ta sử dụng mỏ hàn để từ từ nung nóng bề mặt kim loại và kim loại hàn của phôi đến nhiệt độ hàn.
Khi kim loại phụ hóa lỏng, hiện tượng mao dẫn sẽ giúp kim loại này đi qua những khoảng trống chật hẹp, từ đó hình thành liên kết giữa bề mặt của các kim loại cơ bản.
Các mối hàn được hình thành khi vật liệu nguội dần trong quá trình lắp ráp.
Nguyên vật liệu
Đây là những kim loại thường được nối bằng phương pháp hàn:
- Nhôm
- Gang
- Magiê
- Đồng và hợp kim đồng
- Bạc
Yêu cầu về kim loại phụ
- Sau khi chất trợ dung nóng chảy và kim loại hàn đông cứng, mối hàn sẽ có các tính chất cơ học mong đợi .
- Nhiệt độ hàn phải đạt được hiệu quả dòng chất lỏng thích hợp từ hợp kim hàn nóng chảy vào các mối nối.
- Kim loại độn phải đạt được điều kiện làm ướt thích hợp để tạo ra liên kết chắc chắn.
Sự khác biệt giữa hàn đồng, hàn chì và hàn
Hàn đồng sử dụng hiện tượng mao dẫn để kết nối các bề mặt kim loại khác nhau. Quá trình này sử dụng một quy trình gọi là làm ướt, trong đó các kim loại cơ bản được liên kết bằng vật liệu độn nóng chảy. Kim loại độn hàn đồng có nhiệt độ nóng chảy trên 450 °C.
Hàn sử dụng kim loại hàn có nhiệt độ nóng chảy dưới 450 °C. Mặc dù hàn sử dụng cùng một khái niệm với hàn đồng, nhưng sự khác biệt chính nằm ở nhiệt độ làm việc của chúng và do đó là độ bền của mối hàn được tạo ra.
Hàn cũng làm nóng chảy vật liệu gia công bên cạnh kim loại phụ. Điều này cho phép tạo ra các liên kết chắc chắn hơn so với hàn đồng. Các quy trình như hàn TIG, hàn MIG và hàn que hoạt động ở nhiệt độ cao hơn nhiều.
Hàn đồng thau là một loại hàn MIG/MAG . Sự khác biệt nằm ở nhiệt độ nóng chảy của dây hàn, thấp hơn đáng kể so với kim loại gốc. Kim loại gốc được lắng đọng để lấp đầy các khoảng trống thông qua hiện tượng mao dẫn. Không có sự nóng chảy đáng kể của kim loại gốc, nhưng hiện tượng này có thể xảy ra với số lượng hạn chế.
Các phương pháp hàn khác nhau
Hàn sử dụng các phương pháp gia nhiệt khác nhau để phù hợp với nhiều mục đích và ứng dụng khác nhau. Nhiệt có thể được truyền trực tiếp vào mối hàn ( tại chỗ ) hoặc truyền lên toàn bộ phôi ( gia nhiệt khuếch tán ).
Kỹ thuật sưởi ấm cục bộ
Hàn khò – Khí đốt được tạo thành bằng cách đốt cháy axetilen, propan hoặc hydro với oxy để làm nóng chảy kim loại phụ. Kỹ thuật này cần sử dụng thuốc hàn để bảo vệ mối hàn, và cần được làm sạch sau đó. Hàn khò chủ yếu được sử dụng cho các cụm sản xuất nhỏ, nơi trọng lượng kim loại không đồng đều. Quy trình này thường được thực hiện bằng thiết bị hàn khí.
Hàn cảm ứng – Dòng điện xoay chiều tần số cao được cung cấp vào cuộn dây để đạt được nhiệt độ hàn, làm nóng phôi và làm tan chảy vật liệu hàn.
Hàn điện trở – Nhiệt được tạo ra từ điện trở của hợp kim hàn, rất lý tưởng cho các kim loại có độ dẫn điện cao. Kỹ thuật gia nhiệt này phù hợp nhất để tạo các mối nối đơn giản giữa các kim loại.
Kỹ thuật gia nhiệt khuếch tán
Hàn lò – Đốt khí hoặc các bộ phận gia nhiệt được sử dụng để đưa lò đến nhiệt độ mong muốn. Kim loại hàn được phủ lên các bề mặt cần hàn, sau đó toàn bộ cụm chi tiết được đặt vào lò và đưa đến nhiệt độ hàn. Hàn lò cho phép kiểm soát chính xác chu kỳ gia nhiệt và làm nguội kim loại. Quá trình này thường được thực hiện trong môi trường chân không để bảo vệ hợp kim hàn khỏi các tác động của khí quyển. Điều này cũng loại bỏ nhu cầu bảo vệ bằng thuốc hàn.
Hàn nhúng – Phôi hoặc cụm chi tiết được nhúng trong bể kim loại nóng chảy ( hàn nhúng kim loại nóng chảy ) hoặc muối nóng chảy ( hàn nhúng hóa chất ). Thuốc trợ dung hàn được bôi lên các chi tiết để ngăn ngừa quá trình oxy hóa. Cụm chi tiết có thể được tháo ra sau khi kim loại nóng chảy đã đông cứng.

Thuận lợi
- Có thể hàn các kim loại không giống nhau, không giống như hầu hết các phương pháp hàn khác.
- Tỷ lệ sản xuất cao.
- Tiêu thụ ít điện năng hơn hàn.
- Tạo ra mối hàn sạch hơn so với hầu hết các quy trình hàn khác .
- Kim loại cơ bản không bị nóng chảy, giữ nguyên hình dạng và tính chất cơ học.
Nhược điểm
- Kết quả yếu hơn so với mối hàns.
- Không thể nối các thành phần hoạt động ở nhiệt độ cao.
- Cần có khe hở khớp nối khít và đồng đều để đạt được hiệu ứng mao dẫn.
- Kim loại không sạch hoặc bị nhiễm bẩn có thể gây rò rỉ mối nối.
Tìm thiết bị, vật tư đánh bóng ở đâu uy tín, chất lượng
Hiện nay thiết bị, vật tư đánh bóng được phân phối với nhiều nhà sản xuất và giá cả khác nhau. Nếu bạn cần tìm mua cho mình thiết bị, vật tư đánh bóng hãy liên hệ với chúng tôi theo thông tin bên dưới để nhận được ưu đãi tốt nhất cũng như được tư vấn bởi những kỹ sư đánh bóng của chúng tôi:
Công Ty TNHH Đầu Tư Phát Triển Cuộc Sống
Địa chỉ: 487 Cộng Hòa, Phường 15, Quận Tân Bình, TPHCM, Việt Nam
Điện thoại: 028 3977 8269 / 028 3601 6797
Di động: 0906 988 447
Email: sales@lidinco.com
Xem thêm: Giải thích về hàn laser