Đánh bóng công nghiệp
Độ nhám bề mặt: Khái niệm, tiêu chuẩn và phương pháp đo trong gia công cơ khí

Th11
Trong lĩnh vực cơ khí chế tạo và sản xuất công nghiệp, độ nhám bề mặt (Surface Roughness) là một trong những thông số quan trọng nhất quyết định chất lượng sản phẩm sau gia công. Độ nhám ảnh hưởng trực tiếp đến tính ma sát, độ bền mỏi, khả năng lắp ghép, khả năng giữ dầu, hiệu quả bôi trơn và tuổi thọ của chi tiết máy. Vì vậy, việc hiểu rõ bản chất, tiêu chuẩn, phương pháp đo cũng như cách kiểm soát độ nhám là yêu cầu bắt buộc đối với các kỹ sư, nhà thiết kế và kỹ thuật viên kiểm tra chất lượng.
Bài viết này sẽ trình bày chi tiết và toàn diện về độ nhám bề mặt, giúp bạn có cái nhìn hệ thống và áp dụng hiệu quả trong thực tế.
Độ nhám bề mặt là gì?
Độ nhám bề mặt là tập hợp những mấp mô nhỏ, xuất hiện trên bề mặt chi tiết sau quá trình gia công. Các mấp mô này bao gồm đỉnh nhô lên, đáy lõm xuống, rãnh, vết cắt… được tạo ra bởi dụng cụ cắt, chế độ cắt, rung động của máy và các yếu tố công nghệ khác.
Độ nhám bề mặt phản ánh:
-
Mức độ “phẳng” hoặc “mịn” của bề mặt
-
Chất lượng gia công
-
Hiệu quả tiếp xúc khi làm việc
Trong tiêu chuẩn, độ nhám được biểu diễn thông qua các tham số như:
-
Ra (Roughness Average) – giá trị trung bình số học độ lệch
-
Rz – chiều cao nhám cực đại trung bình
-
Ry (Rmax) – chiều cao nhám lớn nhất
-
Rq – độ lệch trung bình bình phương
Trong đó, Ra là thông số phổ biến nhất và được dùng rộng rãi trong bản vẽ cơ khí.
Bản chất của độ nhám bề mặt
Bề mặt sau gia công không bao giờ hoàn toàn nhẵn mà bao gồm:
-
Biến dạng dẻo kim loại
-
Dấu vết dạng rãnh để lại bởi lưỡi cắt
-
Rung động của hệ thống máy – dao – phôi
-
Mài mòn dụng cụ cắt
-
Tính chất vật liệu
Chính vì vậy, bề mặt gia công dù bằng phương pháp nào cũng sẽ có sai lệch vi hình dạng.
Nhìn dưới kính hiển vi, những mấp mô này có thể cao từ vài micromet (µm) đến hàng chục micromet, tùy theo phương pháp gia công: tiện, phay, doa, mài, đánh bóng…
Các nhóm độ nhám bề mặt theo tiêu chuẩn
Các tiêu chuẩn phổ biến:
-
ISO 4287 / ISO 4288
-
JIS B0601
-
ASME B46.1
Trong thực tế sản xuất tại Việt Nam, đa phần sử dụng hệ thống tiêu chuẩn ISO.
Nhóm độ nhám theo giá trị Ra
| Phương pháp gia công | Giá trị Ra điển hình |
|---|---|
| Gia công thô (phay thô, tiện thô) | 6.3 – 25 µm |
| Gia công bán tinh | 1.6 – 6.3 µm |
| Gia công tinh (mài) | 0.2 – 1.6 µm |
| Đánh bóng | 0.05 – 0.2 µm |
| Siêu hoàn thiện (honing, lapping) | < 0.05 µm |
Ký hiệu độ nhám trên bản vẽ
Ký hiệu độ nhám có dạng như hình tam giác nghiêng quen thuộc với các kỹ sư cơ khí.
Ví dụ:
-
Ra 3.2 → độ nhám yêu cầu 3.2 µm
-
Ra 0.8 → yêu cầu bề mặt mịn, gia công tinh
-
Rz 25 → yêu cầu theo chiều cao nhám
Các dạng sai lệch bề mặt
Ngoài độ nhám, bề mặt còn có các dạng sai lệch khác gồm:
-
Sai lệch dạng sóng (waviness)
-
Sai lệch hình dạng (form error)
-
Sai lệch nhám (roughness)
Trong đó:
-
Form error: sai lệch lớn, tính bằng mm
-
Waviness: sai lệch trung bình, tính bằng µm
-
Roughness: sai lệch nhỏ, tính bằng µm
Khi đo nhám, các dụng cụ sẽ lọc đi thành phần “form” và “waviness” để chỉ lấy thông số nhám.

Các yếu tố ảnh hưởng đến độ nhám bề mặt
Chế độ cắt
Ba yếu tố chính:
-
Tốc độ cắt (Vc)
-
Lượng chạy dao (f)
-
Chiều sâu cắt (ap)
Lượng chạy dao f ảnh hưởng lớn nhất đến độ nhám.
Ví dụ:
-
f nhỏ → vết cắt mịn → Ra thấp
-
f lớn → nhám cao
Hình dạng và bán kính lưỡi dao
-
Dao có bán kính mũi lớn → bề mặt mịn hơn
-
Dao cùn → sinh nhám lớn
Vật liệu phôi
-
Kim loại cứng, giòn → dễ tạo bề mặt mịn hơn
-
Kim loại mềm (nhôm, đồng) → dễ bám dính, nhám tăng
Rung động máy
Rung động gây nên:
-
Vết nhấp nhô dạng sóng
-
Nhám lớn, không đồng đều
-
Chất lượng bề mặt kém
Làm mát – bôi trơn
Dung dịch làm mát giúp:
-
Giảm ma sát
-
Giảm nhiệt độ
-
Ổn định quá trình cắt
-
Cải thiện độ nhám
Phương pháp gia công đạt độ nhám khác nhau
Dưới đây là các phương pháp gia công phổ biến cùng với khả năng đạt được độ nhám:
Tiện
-
Gia công thô: Ra = 6.3 – 25 µm
-
Gia công bán tinh: Ra = 1.6 – 3.2 µm
-
Gia công tinh: Ra = 0.8 – 1.6 µm
Phay
-
Ra thông thường: 1.6 – 6.3 µm
-
Sử dụng dao nhiều lưỡi hoặc dao tinh → Ra 0.8 – 1.6 µm
Mài phẳng, mài tròn
-
Ra = 0.2 – 0.8 µm
-
Mài siêu tinh: < 0.2 µm
Đánh bóng (Polishing)
-
Ra = 0.05 – 0.2 µm
Lapping – Honing – Siêu hoàn thiện
-
Ra < 0.05 µm
-
Dùng trong sản xuất vòng bi, chi tiết chính xác cao.
Các phương pháp đo độ nhám bề mặt
Đo độ nhám là bước không thể thiếu trong kiểm tra chất lượng.
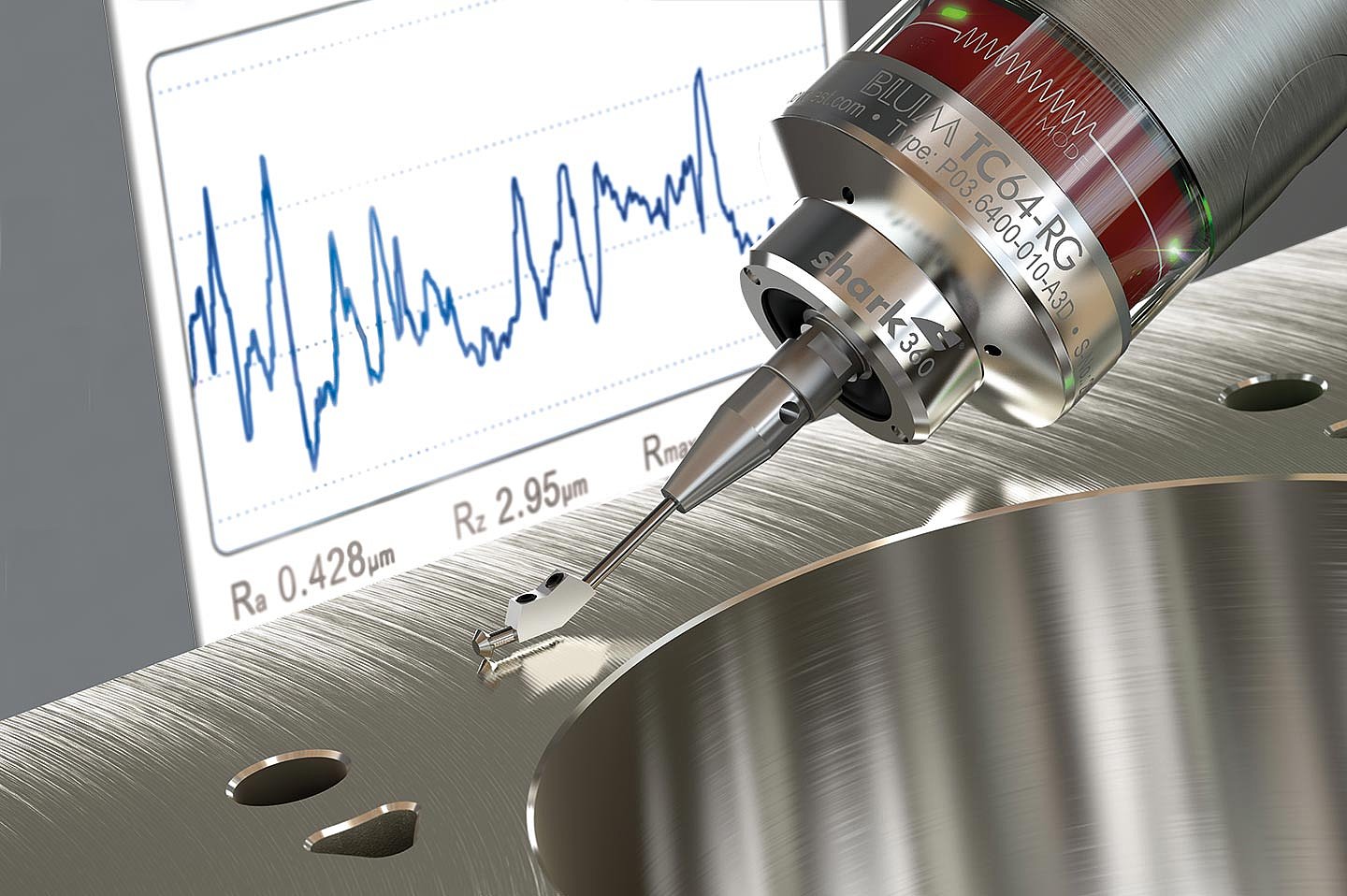
Thiết bị đo tiếp xúc (Profilometer kiểu đầu dò kim)
Đây là phương pháp phổ biến nhất.
Nguyên lý: Đầu dò kim cứng trượt trên bề mặt, cảm biến đo dao động lên xuống → chuyển thành tín hiệu điện → biểu đồ nhám (roughness profile).
Ưu điểm:
-
Độ chính xác cao
-
Dễ sử dụng
-
Chi phí hợp lý
Nhược điểm:
-
Không đo được bề mặt mềm
-
Đầu kim có thể làm xước bề mặt siêu tinh
Thiết bị đo không tiếp xúc (Optical Profilometer)
Sử dụng:
-
Laser
-
Ánh sáng trắng
-
Giao thoa ánh sáng
Ưu điểm:
-
Không làm hỏng bề mặt
-
Đo được chi tiết siêu tinh
-
Cho phép quét 3D
Nhược điểm:
-
Giá thành rất cao
-
Phụ thuộc loại vật liệu (bề mặt phản xạ mạnh có thể gây sai số)
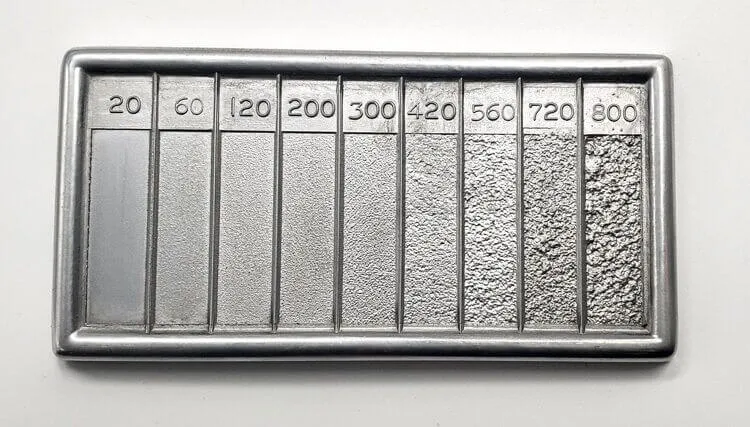
Thiết bị đo so sánh (surface comparison gauge)
Dùng các mẫu chuẩn độ nhám tương đương để so sánh bằng mắt hoặc chạm tay. Chỉ dùng trong kiểm tra nhanh, không phù hợp với sản phẩm yêu cầu chính xác cao.

Thông số đo độ nhám phổ biến
Ra – Roughness Average
-
Giá trị trung bình của độ lệch tuyệt đối so với đường chuẩn.
-
Thông số phổ biến nhất.
Cách hiểu đơn giản: Ra càng nhỏ → bề mặt càng mịn.
Rz – Maximum Height of Profile
-
Tổng chiều cao trung bình của 5 vùng đo mẫu.
Ry (Rmax)
-
Chiều cao lớn nhất từ đỉnh đến đáy trong vùng đo.
-
Nhạy cảm với điểm bất thường, được dùng trong các ứng dụng đặc biệt.
Rq (RMS)
-
Độ lệch trung bình bình phương.
-
Thường dùng trong nghiên cứu hoặc thiết kế chính xác.
Mối liên hệ giữa độ nhám bề mặt và tính năng làm việc
Ma sát và mài mòn
Bề mặt nhám → ma sát lớn → mài mòn nhanh
Bề mặt mịn → giảm ma sát → tăng tuổi thọ
Độ bền mỏi
Nhám cao tạo ra điểm tập trung ứng suất, giảm độ bền mỏi của chi tiết.
Chi tiết chịu tải lặp như trục, bánh răng → yêu cầu độ nhám thấp.
Khả năng lắp ghép
Nếu bề mặt quá nhám:
-
Gây kẹt khi lắp
-
Không đạt độ kín khít
-
Mất độ chính xác
Khả năng giữ dầu
Một số bề mặt (như bạc lót, xi lanh) cần độ nhám phù hợp để giữ dầu.
Cách kiểm soát độ nhám trong sản xuất
Chọn đúng phương pháp gia công
-
Gia công thô → may phay tiện
-
Bề mặt chính xác → mài, đánh bóng, honing
Điều chỉnh chế độ cắt
Giảm:
-
Lượng chạy dao
-
Chiều sâu cắt
Tăng:
-
Tốc độ cắt (trong giới hạn cho phép)
Sử dụng dụng cụ cắt chất lượng
Dao hợp kim, dao phủ PVD/CVD giúp giảm ma sát.
Bôi trơn – làm mát hợp lý
Giảm nhiệt → tăng độ mịn bề mặt.
Hạn chế rung động
-
Siết chặt phôi
-
Giảm tốc độ nếu cần
-
Dùng gá kẹp vững chắc
Kiểm tra sau từng công đoạn
Không đợi gia công xong mới kiểm tra – dễ dẫn đến hỏng cả lô sản phẩm.

Độ nhám bề mặt trong các ngành công nghiệp
Công nghiệp ô tô
-
Trục khuỷu: Ra 0.2–0.4 µm
-
Bạc lót: Ra 0.1–0.3 µm
-
Piston: Ra 0.2–0.4 µm
Công nghiệp khuôn mẫu
Khuôn ép nhựa chất lượng cao cần Ra 0.2–0.8 µm, đôi khi phải đánh bóng gương Ra ~0.05 µm.
Cơ khí chính xác và thiết bị y tế
Những linh kiện yêu cầu cực kỳ mịn: Ra 0.01–0.1 µm.
Công nghiệp dầu khí
Các bề mặt phải chịu áp suất cao cần độ nhám phù hợp để đảm bảo độ kín.
Xu hướng hiện đại trong kiểm soát độ nhám
-
Đo nhám 3D thay cho phương pháp 2D truyền thống
-
Tích hợp cảm biến đo nhám ngay trên máy CNC
-
Xử lý bề mặt bằng laser cho độ nhám siêu nhỏ
-
Sử dụng AI để dự đoán độ nhám dựa trên chế độ cắt và vật liệu
-
Tạo cấu trúc nhám có chủ đích (functional surface) để cải thiện bôi trơn
Kết luận
Độ nhám bề mặt là yếu tố cốt lõi để đánh giá chất lượng sản phẩm cơ khí. Việc kiểm soát độ nhám không chỉ giúp đảm bảo chi tiết đạt tiêu chuẩn kỹ thuật mà còn ảnh hưởng trực tiếp đến tính năng làm việc, độ bền và hiệu suất của cả hệ thống.
Nắm vững:
-
Khái niệm độ nhám
-
Các tham số đo
-
Phương pháp đo
-
Ảnh hưởng của chế độ cắt
-
Ứng dụng trong công nghiệp
-
Cách kiểm soát độ nhám
…sẽ giúp bạn trở thành người sử dụng máy móc và quản lý chất lượng một cách chuyên nghiệp hơn.
Tìm thiết bị, vật tư đánh bóng ở đâu uy tín, chất lượng
Hiện nay thiết bị, vật tư đánh bóng được phân phối với nhiều nhà sản xuất và giá cả khác nhau. Nếu bạn cần tìm mua cho mình thiết bị, vật tư đánh bóng hãy liên hệ với chúng tôi theo thông tin bên dưới để nhận được ưu đãi tốt nhất cũng như được tư vấn bởi những kỹ sư đánh bóng của chúng tôi:
Công Ty TNHH Đầu Tư Phát Triển Cuộc Sống
Địa chỉ: 487 Cộng Hòa, Phường 15, Quận Tân Bình, TPHCM, Việt Nam
Điện thoại: 028 3977 8269 / 028 3601 6797
Di động: 0906 988 447
Email: sales@lidinco.com
Xem thêm: Đánh Bóng Đồng – Quy Trình, Kỹ Thuật Và Giải Pháp Tối Ưu Cho Bề Mặt Hoàn Hảo