Đánh bóng khuôn
Các loại quy trình ép phun khác nhau – Tổng quan

Th9
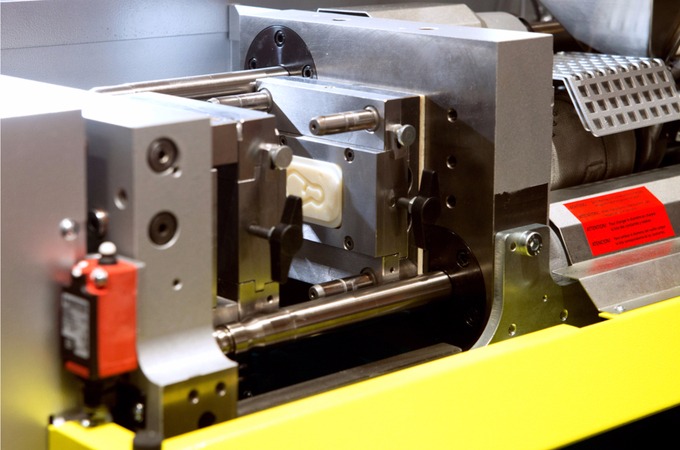
Ép phun là một quy trình hiệu quả cao và linh hoạt để sản xuất các chi tiết nhựa. Nó cho phép sản xuất các sản phẩm phức tạp bằng nhiều loại vật liệu khác nhau trong một khoảng thời gian rất ngắn. Do đó, quy trình này ngày càng tiên tiến qua từng năm. Hàng năm, các biến thể mới được giới thiệu nhằm nâng cao năng lực, tính bền vững và hiệu quả chi phí. Toàn bộ quy trình ép phun bao gồm một loạt các vật liệu, cơ chế, phương pháp phân phối, v.v.
Các loại khuôn ép phun
Quy trình ép phun có thể được phân loại theo nhiều cách khác nhau, tùy thuộc vào tiêu chí được sử dụng để phân loại. Các tiêu chí này có thể bao gồm nguyên lý hoạt động của quy trình, loại nhựa được sử dụng trong quy trình ép phun, loại hệ thống dẫn, thông số kỹ thuật của sản phẩm cuối và các yếu tố liên quan khác.
Để cung cấp cái nhìn tổng quan toàn diện, trước tiên chúng ta sẽ xem xét phân loại dựa trên loại vật liệu được sử dụng, sau đó là phân loại làm nổi bật các tính năng độc đáo của các quy trình ép phun khác nhau.
Phân loại dựa trên vật liệu
- Ép phun nhựa nhiệt dẻo
- Ép phun nhiệt rắn
- Đúc phun kim loại (MIM)
Ép phun nhựa nhiệt dẻo
Ép phun nhựa nhiệt dẻo là một trong những phương pháp phổ biến và linh hoạt nhất để tạo ra các sản phẩm nhựa nhẹ và bền. Polyme nhiệt dẻo là vật liệu có thể tái chế, có thể được đúc lại khi sản phẩm không còn cần thiết nữa. Chúng mềm ra khi được gia nhiệt và đông cứng lại khi nguội, cho phép lặp lại quá trình này để tạo ra sản phẩm mới từ sản phẩm cũ. Hơn nữa, phương pháp này thường tiết kiệm chi phí hơn so với các quy trình sản xuất khác.
Ép phun nhiệt dẻo được sử dụng để sản xuất nhiều loại sản phẩm tiêu dùng, công nghiệp và y tế. Một số ví dụ bao gồm:
- Sản phẩm tiêu dùng: Ghế, quần áo (sợi tổng hợp), đồ chơi, đồ gia dụng, thùng đựng đồ, sản phẩm tẩy rửa và nhiều sản phẩm khác.
- Sản phẩm công nghiệp: Máy bơm, bánh răng , dây thừng, thùng chứa và nhiều sản phẩm khác.
- Sản phẩm y tế: Cấy ghép y tế, dụng cụ chẩn đoán, thiết bị hô hấp, thiết bị gây mê, ống, bao bì y tế, niềng răng, ống tiêm, băng vết thương, mặt nạ dưỡng khí, túi thở và nẹp cho gãy xương, bong gân và căng cơ.
Ép phun nhiệt rắn
Không giống như polyme nhiệt dẻo, polyme nhiệt rắn được thiết kế để sử dụng một lần và không thể tái chế. Quy trình này thường được sử dụng để sản xuất các bộ phận thay thế bằng kim loại từ nhựa trong các ngành công nghiệp như hàng không vũ trụ, ô tô, công nghiệp và y tế.
Ép phun nhiệt rắn tương tự như đúc nhựa nhiệt dẻo. Trong quy trình này, vật liệu nhiệt rắn được nung nóng và phun vào khuôn, tại đó nó được đông cứng và lưu hóa vĩnh viễn. Một ví dụ phổ biến về vật liệu nhiệt rắn là epoxy. Sau khi được đổ vào khuôn, epoxy trải qua một phản ứng hóa học không thể đảo ngược và đông cứng vĩnh viễn. Nó không thể được nấu chảy lại hoặc định hình lại để tạo ra sản phẩm mới.
Ép phun nhiệt rắn có thể tiết kiệm chi phí đáng kể cho các lô sản xuất lớn so với các quy trình sản xuất truyền thống. Phương pháp này cũng nhanh chóng, có thể lặp lại và cung cấp nhiều lựa chọn vật liệu để đáp ứng các yêu cầu cụ thể của nhiều sản phẩm khác nhau. Một số ví dụ về sản phẩm được tạo ra bằng phương pháp ép phun nhiệt rắn bao gồm:
- Sản phẩm hàng không vũ trụ: Cấu trúc máy bay, động cơ và linh kiện bên trong, lớp phủ bảo vệ, chất kết dính, chất bịt kín và nhiều sản phẩm khác.
- Sản phẩm ô tô: Bảng điều khiển, cản xe, chắn bùn, trụ chữ A, bộ phận động cơ, má phanh, bộ phận đánh lửa, công tắc điện, tấm ốp thân xe, tấm chắn nhiệt, ghế ngồi và nhiều sản phẩm khác.
- Sản phẩm công nghiệp: Vỏ bơm, ống, van, bánh răng, sứ cách điện, máy cắt mạch, bảng thiết bị, hệ thống ngăn chặn và nhiều sản phẩm khác.
Ép phun kim loại
Ép phun kim loại là một biến thể của ép phun nhựa, trong đó bột kim loại mịn trộn với chất kết dính polymer được phun vào khuôn để tạo ra các chi tiết kim loại. Sau khi đúc, chất kết dính được loại bỏ (tách liên kết) và chi tiết được thiêu kết. Các chi tiết MIM được thiêu kết thường đạt ~96–99% mật độ lý thuyết của hợp kim (gần như rèn), và ép đẳng tĩnh nóng (HIP) tùy chọn có thể tăng mật độ hơn nữa (thường >99,5%) cho các ứng dụng đòi hỏi khắt khe.
Quy trình này hiệu quả với các thành phần nhỏ, phức tạp (thường ≤100 g), cho phép tạo ra các thành mỏng và hình dạng lưới. Lưu ý rằng mặc dù quá trình phun diễn ra nhanh chóng, thời gian hoàn thành tổng thể phụ thuộc vào quá trình tách liên kết và thiêu kết, với năng suất đạt được nhờ xử lý nhiều chi tiết trên mỗi mẻ lò.
Phân loại dựa trên các tính năng đặc biệt
Một số quy trình ép phun được tùy chỉnh cho các sản phẩm hoặc tính năng thiết kế cụ thể. Trong phần này, chúng ta sẽ xem xét các quy trình ép phun độc đáo sau:
- Khuôn đúc khối
- Ép phun hỗ trợ khí
- Đúc phun cao su silicon lỏng
- Ép phun thành mỏng
- Khuôn xốp kết cấu
- Khuôn ép phun vi mô
- Đúc phun phản ứng
- Ép phun lõi nóng chảy
- Đúc khuôn và đúc khuôn chèn
Khuôn khối
Đúc khối là một dạng quy trình ép phun chuyên biệt sử dụng khuôn hình khối để sản xuất các chi tiết nhựa tròn . Khối có thể xoay dọc theo trục thẳng đứng, cho phép sử dụng nhiều mặt của nó để đúc các chi tiết khác nhau. Mặc dù công nghệ này tương đối mới, nhưng nó tự hào có hiệu suất cao và có thể giảm thời gian sản xuất mỗi chi tiết xuống dưới 0,25 giây, giúp giảm khoảng 40% thời gian chu kỳ .
Quy trình này sử dụng nhiều đường phân khuôn được phun vật liệu tuần tự để tạo ra các chi tiết đa vật liệu hoặc đa thành phần . Khuôn khối được xoay 90° hoặc 180° giữa các lần phun liên tiếp. Trong khi lần phun thứ hai diễn ra ở một mặt, lần phun thứ nhất được lặp lại ở một mặt khác của khối. Điều này cho phép phun, làm mát và đẩy chi tiết ra đồng thời ở nhiều mặt, giúp tăng gấp đôi năng suất.
Khuôn đúc khối mang lại nhiều lợi thế, bao gồm giảm yêu cầu về không gian (năng suất trên mỗi diện tích cao hơn), khả năng sản xuất các chi tiết cực kỳ phức tạp bằng nhiều vật liệu và màu sắc, và thời gian chu kỳ nhanh (lên đến 10.000 chi tiết mỗi giờ). Công nghệ này cũng hỗ trợ nhiều ứng dụng đa dạng, cho phép dễ dàng tạo ra các chi tiết một, hai hoặc ba thành phần.
Ngoài ra, công nghệ này còn có tiềm năng tự động hóa cao, vì các thao tác như lắp, tháo, lắp ráp và kiểm tra có thể được tự động hóa để đạt được chất lượng đồng đều mà không cần sự can thiệp của con người. Các lợi ích khác bao gồm lực kẹp thấp hơn và khả năng tương thích với sản xuất số lượng lớn.
Ép phun hỗ trợ khí
Ép phun hỗ trợ khí sử dụng khí nén để tạo ra các khoảng trống hoặc khoang rỗng bên trong chi tiết được đúc. Khí tạo ra áp suất bằng nhau theo mọi hướng khi được chứa trong một môi trường kín. Đặc tính này được tận dụng trong quy trình ép phun này để đảm bảo độ dày thành đồng đều trên toàn bộ chi tiết được đúc.
Sản phẩm cuối cùng từ quy trình đúc này có bề mặt nhẵn, bóng, chất lượng cao. Ngoài ra, quy trình này đòi hỏi áp suất kẹp thấp hơn, giúp giảm chi phí và hao mòn cho máy đúc.
Khi khí lấp đầy các phần dày hơn, khả năng xuất hiện vết lõm trên bộ phận đó cũng giảm đi.
Vết lõm là những vết lõm nông trên bề mặt của các chi tiết đúc phun, xuất hiện do quá trình làm nguội không đều. Bề mặt nguội nhanh hơn vật liệu lõi, khiến vật liệu lõi kéo vật liệu bề mặt vào trong và để lại những vết lõm nhỏ như miệng hố trên bề mặt.
Ép phun cao su silicon lỏng

Quy trình ép phun silicon lỏng này sử dụng silicon, một loại polymer nhiệt rắn được biết đến với các đặc tính độc đáo, bao gồm bề mặt nhẵn, vẻ ngoài chất lượng cao, độ bền, khả năng tương thích sinh học, độ ổn định nhiệt và khả năng chống điện và hóa chất tuyệt vời.
Không giống như các vật liệu ép phun thông thường, silicone vẫn ở trạng thái lỏng ở nhiệt độ phòng và có thể được đổ trực tiếp vào máy ép mà không cần gia nhiệt. Tuy nhiên, nó đòi hỏi phải lưu hóa – một quá trình trong đó cao su được làm cứng bằng nhiệt và lưu huỳnh .
Ép phun thành mỏng
Việc tạo thành mỏng là một thách thức đáng kể trong ép phun. Đối với các ứng dụng sản xuất hàng loạt chuyên biệt, việc sử dụng quy trình ép phun thành mỏng hiệu quả hơn đáng kể. Phương pháp này sử dụng thiết bị chuyên dụng được thiết kế để sản xuất các sản phẩm thành mỏng cho nhiều ứng dụng khác nhau.
Độ dày của sản phẩm phụ thuộc phần lớn vào kích thước của nó. Đối với các linh kiện nhỏ, thành mỏng có thể có độ dày dưới 0,5 mm . Ngược lại, các linh kiện lớn hơn có thể có độ dày lớn hơn đáng kể nhưng vẫn cần thiết bị ép phun thành mỏng . Điểm khác biệt chính trong quy trình này là tỷ lệ chiều dài dòng chảy trên độ dày, với một số linh kiện có tỷ lệ này lớn hơn 200.
Ép phun thành mỏng mang lại nhiều ưu điểm, bao gồm hiệu suất vật liệu cao, thời gian chu kỳ nhanh và tiết kiệm chi phí. Kỹ thuật này thường được sử dụng để sản xuất thùng chứa, vỏ bọc và vỏ thiết bị.
Ép phun bọt kết cấu
Ép bọt cấu trúc sử dụng khí trộn với nhựa để ép vật liệu nhựa vào thành khuôn. Quá trình này là một dạng ép phun áp suất thấp.
Trong quy trình này, polyme nhiệt dẻo và nhiệt rắn được trộn với khí nitơ trong giai đoạn nóng chảy và được phun vào khuôn. Sự kết hợp của nitơ tạo ra bọt trong vật liệu. Khí này làm loãng lõi đồng thời đẩy vật liệu ra ngoài về phía thành khuôn . Khi vật liệu tiếp xúc với thành khuôn lạnh, các bọt khí vỡ ra và vật liệu đông đặc lại, dẫn đến mật độ tăng lên ở thành khuôn. Kết quả là tạo ra lớp ngoài rắn chắc với lõi nhẹ hơn .
Ép phun bọt kết cấu không yêu cầu khuôn thép do sử dụng áp suất thấp hơn. Thay vào đó, nhôm hoặc các kim loại nhẹ khác được sử dụng, giúp tiết kiệm chi phí hơn. Các chi tiết hoàn thiện có thể lớn hơn so với các chi tiết được sản xuất bằng các quy trình ép phun khác, phù hợp để sản xuất các linh kiện lớn hơn như nóc xe, vỏ xe, pallet nhựa, tấm ốp, nắp thiết bị lớn, vỏ ki-ốt, v.v.
Quy trình này rất tiết kiệm chi phí, và độ xốp tăng lên mang lại cho các thành phần khả năng cách nhiệt và cách âm vượt trội. Tuy nhiên, nó có một số nhược điểm, bao gồm tốc độ sản xuất thấp hơn, yêu cầu thành dày (ít nhất 1/4 inch hoặc 6 mm), gia tăng hậu xử lý và bề mặt hoàn thiện thô ráp hơn .
Khuôn ép phun vi mô
Ép phun vi mô là một quy trình ép phun chuyên biệt, sản xuất các linh kiện nhựa siêu nhỏ thường có trọng lượng dưới một gam . Các linh kiện này được sử dụng làm bánh răng siêu nhỏ, ống tiêm và kim tiêm y tế, bộ phận cấy ghép siêu nhỏ, đầu nối và trong bảng mạch điện tử. Quy trình này được đặc trưng bởi độ chính xác cao, vì các linh kiện phải tuân thủ phạm vi dung sai được đo bằng micron. Ngoài ra, chúng có thể tích hợp các đặc điểm phức tạp như thành mỏng và lỗ siêu nhỏ.
Quy trình sản xuất tương tự như ép phun tiêu chuẩn, nhưng hoạt động ở quy mô cực nhỏ . Máy ép phun được trang bị một bộ phận phun siêu nhỏ để chứa các chi tiết nhỏ. Lượng vật liệu chỉ nặng vài phần trăm gam được phun chính xác vào khuôn. Nếu không, những chi tiết nhỏ như đường phân khuôn có thể tạo ra hoặc phá vỡ một chi tiết trong quá trình ép phun siêu nhỏ.
Các bộ phận đúc phun vi mô ngày càng được sử dụng rộng rãi trong ngành y tế nhờ lợi thế về kích thước. Những linh kiện này cho phép thực hiện an toàn các ca phẫu thuật ít xâm lấn, bao gồm phẫu thuật thần kinh và phẫu thuật động mạch chủ.

Ép phun phản ứng
Ép phun phản ứng (RIM) sử dụng hai hoặc nhiều polyme lỏng phản ứng để tạo ra các thành phần bền chắc. Hai monome, thường là nhựa và chất làm cứng, được kết hợp trong một buồng trộn chuyên dụng để tạo thành hỗn hợp đồng nhất. Sau khi được chuẩn bị, hỗn hợp này được phun vào khuôn ở áp suất tương đối thấp (lên đến 100 bar) cho đến khi khoang khuôn được lấp đầy hoàn toàn.
Hỗn hợp trải qua phản ứng tỏa nhiệt bên trong khuôn, có thể kèm theo khí thải hoặc bọt, sau đó là quá trình đông đặc. Các thành phần rắn sau đó được đẩy ra khỏi khuôn và được đưa đi xử lý hậu kỳ nếu cần.
Một số quy trình có thể bao gồm việc kết hợp vật liệu gia cường , chẳng hạn như sợi thủy tinh hoặc mica , để tăng cường độ bền và độ cứng của chi tiết cuối cùng. Các quy trình này được chia thành hai loại: ép phun phản ứng cấu trúc và ép phun phản ứng gia cường.
Trong RIM cấu trúc , các tác nhân gia cường, chẳng hạn như lưới sợi carbon, được đặt trong khoang khuôn trước khi bơm hỗn hợp chất lỏng. Khi hỗn hợp đông cứng xung quanh các sợi, cấu trúc sợi sẽ tăng cường độ bền của chi tiết.
Trong RIM gia cố , các chất gia cố như sợi thủy tinh và silica được kết hợp với hỗn hợp chất lỏng trước khi tiêm.
Ép phun lõi nóng chảy
Ép phun lõi nóng chảy, còn được gọi là ép phun lõi mất, là một biến thể chuyên biệt của quy trình ép phun được sử dụng để tạo ra các khoang rỗng hoặc rãnh lõm bên trong mà lõi có thể tháo rời không thể đạt được. Lõi có thể tháo rời là lõi có thể được tách ra khỏi chi tiết sau quá trình ép phun.
Trong những trường hợp như vậy, chúng tôi sử dụng lõi nóng chảy có thể tự tan hoặc có thể được nấu chảy sau đó để tách chúng ra khỏi chi tiết hoàn thiện. Quá trình này được gọi là ép phun lõi hòa tan khi lõi được làm bằng nhựa.
Ép phun lõi nóng chảy bao gồm ba giai đoạn chính: chuẩn bị lõi, đưa lõi vào khuôn và phun khuôn, loại bỏ các bộ phận hoàn thiện và làm nóng chảy lõi.
Lõi có thể bao gồm kim loại có nhiệt độ nóng chảy thấp , chẳng hạn như hợp kim thiếc-bitmut, hoặc polyme hòa tan. Những vật liệu này thường có nhiệt độ nóng chảy khoảng 150 °C. Điều quan trọng là phải đảm bảo lõi không có lỗ rỗng để tránh khuyết tật trong sản phẩm cuối cùng. Ngoài ra, lõi polyme còn có lợi thế là được sản xuất nội bộ bằng máy phun thông thường.
Sau đó, lõi được đưa vào khuôn. Quá trình này có thể đơn giản chỉ cần đặt lõi và đóng khuôn. Tuy nhiên, đối với các chi tiết phức tạp hơn, tự động hóa mang lại kết quả vượt trội nhờ độ chính xác và tốc độ được cải thiện. Sau khi lõi được định vị chắc chắn và khuôn được đóng lại, nhựa nóng chảy được phun vào khuôn. Khi đã đông đặc, lõi được lấy ra khỏi khuôn bằng cách sử dụng bể gia nhiệt nóng hoặc gia nhiệt cảm ứng.
Mặc dù quy trình ép phun lõi nóng chảy đầu tiên được cấp bằng sáng chế vào năm 1968, nhưng nó không được áp dụng rộng rãi cho đến khi ngành ô tô chuyển sang sử dụng nó để sản xuất các bộ phận như ống nạp và vỏ phanh.

Đúc khuôn và đúc khuôn chèn
Ép chồng là một loại quy trình ép phun chuyên biệt, bao gồm việc đúc tuần tự hai hoặc nhiều chi tiết nhựa chồng lên nhau , qua nhiều trạm để tạo ra một chi tiết đa vật liệu. Quy trình này sử dụng nhiều cụm phun tạo thành các khoang khác nhau. Lớp nền, được gọi là lớp nền, được đúc trước, sau đó các lớp cao hơn được đúc khi chi tiết đi qua các trạm khác nhau. Khi hai vật liệu được sử dụng trong quy trình đúc, nó thường được gọi là ép phun hai lần .
Kỹ thuật ép phun cho phép sản xuất các thành phần đa vật liệu, chẳng hạn như các bộ phận nhựa có tay cầm bằng cao su . Kỹ thuật này thường được sử dụng trong sản xuất tay cầm, bàn chải đánh răng, núm vặn, lọ nước hoa, v.v.
Một biến thể của ép khuôn chồng là đúc chèn, bao gồm việc sử dụng một vật liệu nền đúc sẵn được phủ một lớp nhựa. Ví dụ, một tua vít kim loại có thể được bọc trong một tay cầm bằng nhựa. Vật liệu nền được cố định bên trong khuôn và nhựa nóng chảy được bơm vào. Các sản phẩm đúc chèn rất phổ biến, xuất hiện dưới nhiều hình dạng khác nhau như cáp, máy tạo nhịp tim, cảm biến điện, ốc vít, v.v.
Sự khác biệt chính giữa hai quy trình này là ép khuôn bao gồm việc đúc một loại nhựa giống cao su xung quanh một vật liệu nhựa khác, trong khi ép khuôn chèn là việc đúc nhựa xung quanh một vật thể không phải nhựa .
Tìm thiết bị, vật tư đánh bóng ở đâu uy tín, chất lượng
Hiện nay thiết bị, vật tư đánh bóng được phân phối với nhiều nhà sản xuất và giá cả khác nhau. Nếu bạn cần tìm mua cho mình thiết bị, vật tư đánh bóng hãy liên hệ với chúng tôi theo thông tin bên dưới để nhận được ưu đãi tốt nhất cũng như được tư vấn bởi những kỹ sư đánh bóng của chúng tôi:
Công Ty TNHH Đầu Tư Phát Triển Cuộc Sống
Địa chỉ: 487 Cộng Hòa, Phường 15, Quận Tân Bình, TPHCM, Việt Nam
Điện thoại: 028 3977 8269 / 028 3601 6797
Di động: 0906 988 447
Email: sales@lidinco.com
Xem thêm: Nhựa thông dụng cho ép phun