Micron là gì, Đánh bóng công nghiệp
Giải thích về hàn laser
Th10
Hàn laser sử dụng chùm tia laser có độ chính xác cao để làm nóng chảy kim loại và nhựa nhiệt dẻo. Độ chính xác và độ tin cậy của quy trình này tạo ra độ biến dạng nhiệt thấp, rất lý tưởng để hàn các vật liệu nhạy cảm. Quy trình này thường được tự động hóa, cho phép đạt tốc độ hàn cao.
Chúng ta hãy cùng tìm hiểu sâu hơn về khái niệm hàn bằng laser.
Hàn laser là gì?
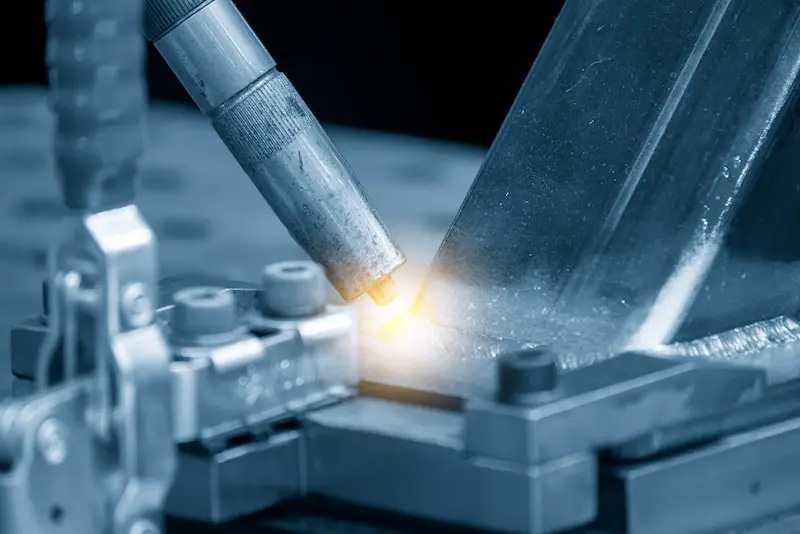
Hàn laser, hay hàn chùm tia laser (LBW), là quy trình sử dụng nguồn nhiệt tập trung dưới dạng tia laser để làm nóng chảy vật liệu, sau đó chúng sẽ kết dính lại với nhau khi nguội. Đây là một quy trình linh hoạt vì có thể hàn vật liệu mỏng với tốc độ hàn nhanh, đồng thời tạo ra các mối hàn hẹp và sâu cho vật liệu dày hơn.
Mặc dù thiết bị hàn laser có giá thành cao hơn các quy trình hàn truyền thống , nhưng chi phí vận hành lại thấp hơn do không cần thêm vật liệu độn và xử lý sau hàn. Hơn nữa, tốc độ hàn cao cho phép sản xuất nhiều sản phẩm hơn mỗi giờ. Công nghệ đằng sau quy trình này khác biệt đáng kể so với các quy trình hàn hồ quang thông thường như MIG, TIG và SMAW. Các ứng dụng hàn laser hiện đại sử dụng robot lập trình được tích hợp với hệ thống quang học tiên tiến để nhắm chính xác vào một khu vực trên phôi.

Các loại hàn chùm tia laser
Có hai loại hàn chùm tia laser khác nhau, cả hai đều có nguyên lý hoạt động riêng biệt phù hợp với các ứng dụng cụ thể. Cách vật liệu tương tác phụ thuộc vào mật độ công suất của chùm tia laser.
Hàn dẫn nhiệt
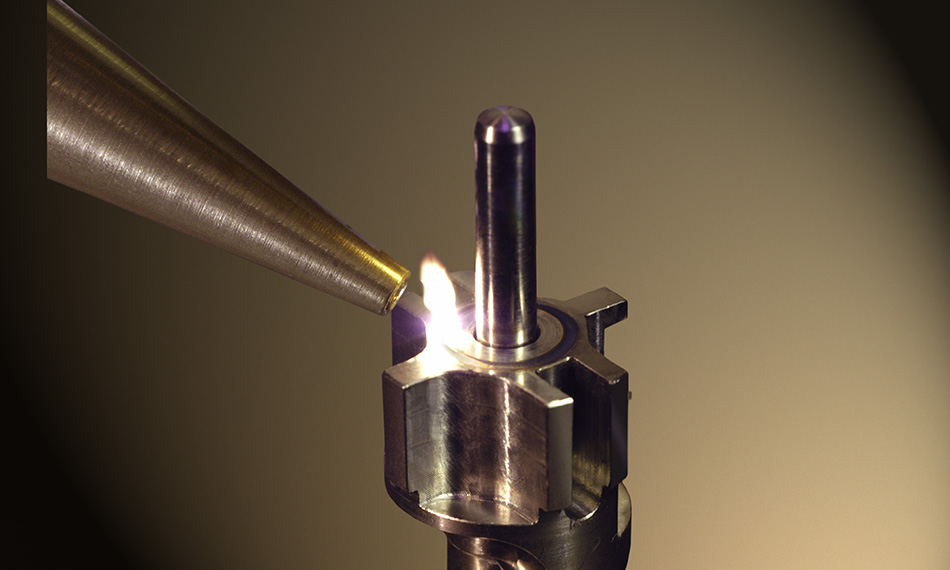
Trong phương pháp này, chùm tia laser hội tụ được sử dụng để làm nóng chảy bề mặt vật liệu nền. Khi mối hàn đông cứng, đường hàn sẽ chính xác và mịn màng. Các mối hàn được tạo ra bằng phương pháp dẫn điện đầu hàn thường không cần thêm bất kỳ bước hoàn thiện nào, chất lượng rất tốt ngay khi xuất xưởng.
Năng lượng chỉ đi vào vùng hàn thông qua dẫn nhiệt. Điều này hạn chế độ sâu hàn, do đó phương pháp này rất phù hợp để hàn các vật liệu mỏng. Hàn dẫn nhiệt thường được sử dụng cho các mối hàn lộ thiên cần đảm bảo tính thẩm mỹ.
Có hai loại hàn dẫn nhiệt:
- Làm nóng trực tiếp – chùm tia laser tác động trực tiếp năng lượng lên bề mặt kim loại.
- Truyền năng lượng – mực hấp thụ được bôi vào khớp, hấp thụ năng lượng mà chùm tia laser truyền đến.
Hàn xuyên sâu/hàn lỗ khóa
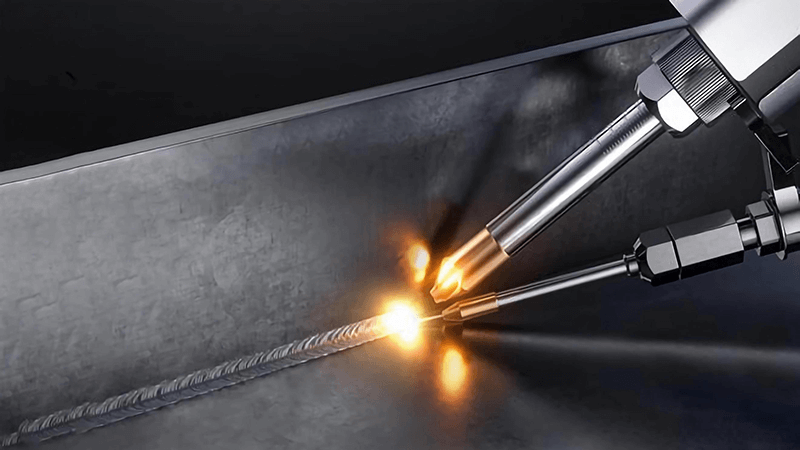
Vận hành quy trình ở chế độ hàn lỗ khóa (ngấu sâu) tạo ra các mối hàn sâu, hẹp với cấu trúc đồng đều. Đối với kim loại, mật độ công suất khoảng 1 megawatt trên mỗi cm vuông được áp dụng. Điều này không chỉ làm tan chảy kim loại mà còn làm nó bốc hơi, tạo ra một khoang hẹp chứa đầy hơi.
Đây được gọi là khoang lỗ khóa hoặc mao dẫn hơi và được lấp đầy bằng kim loại nóng chảy khi chùm tia laser đi qua phôi. Hàn lỗ khóa là một quá trình tốc độ cao, do đó, sự biến dạng và hình thành vùng ảnh hưởng nhiệt được giảm thiểu tối đa.
Quy trình hàn chùm tia laser
Hàn chùm tia laser hoạt động dựa trên nguyên lý sử dụng tia laser có mật độ công suất cao để truyền nhiệt vào mối nối giữa bề mặt hai kim loại. Vật liệu nóng chảy tại mối nối và cho phép kim loại nóng chảy khi đông đặc.
Hàn laser thường được thực hiện bằng robot hàn, có khả năng truyền tải chính xác một lượng năng lượng lớn ở tốc độ cao, được dẫn hướng bởi các sợi quang linh hoạt. Điều này dẫn đến việc nung chảy một lượng kim loại vừa đủ tại mối hàn, tạo ra các mối hàn hẹp với độ biến dạng tối thiểu. Hệ thống hàn laser cầm tay dường như là một giải pháp thay thế tuyệt vời cho các máy móc công nghiệp cồng kềnh, nhưng sự an toàn của thợ hàn đang bị đặt dấu hỏi .
Quá trình hàn có thể được thực hiện trong điều kiện khí quyển, nhưng đối với các vật liệu phản ứng mạnh hơn, nên sử dụng khí trơ để bảo vệ nhằm loại bỏ nguy cơ nhiễm bẩn. Tương tự như hàn chùm tia điện tử, hàn laser có thể được thực hiện trong môi trường chân không, nhưng điều này được coi là không khả thi về mặt kinh tế. Do đó, máy hàn laser được trang bị vòi phun khí để cung cấp khí trơ cho khu vực hàn.
Nhiều ứng dụng hàn laser được thực hiện mà không cần thêm vật liệu độn. Tuy nhiên, một số vật liệu và ứng dụng khó đòi hỏi vật liệu độn để tạo ra mối hàn đạt yêu cầu. Việc bổ sung vật liệu độn giúp cải thiện hình dạng mối hàn, giảm nứt do đông đặc, mang lại tính chất cơ học tốt hơn cho mối hàn và cho phép lắp ghép chính xác hơn. Vật liệu độn có thể ở dạng bột hoặc dạng dây hàn, nhưng vì bột thường đắt hơn đối với hầu hết các vật liệu, nên việc sử dụng dây hàn là phổ biến hơn.
Bốn loại mối hàn phổ biến nhất được sử dụng bằng phương pháp hàn laser là mối hàn đối đầu, mối hàn mép bích, mối hàn chồng và mối hàn chồng mí.
Hàn laser có thể được thực hiện trên nhiều loại vật liệu kim loại bao gồm thép cacbon thấp, thép không gỉ, nhôm, titan, v.v. Nó cũng có thể kết hợp các vật liệu không phổ biến như đã đề cập ở trên, chẳng hạn như Kovar và các kết hợp vật liệu được coi là không dễ hàn như đồng-đồng, đồng-nhôm, v.v. Nói chung, không nên hàn thép cacbon cao do tốc độ làm mát cao có xu hướng gây ra các vết nứt.
Các loại tia laser
Có ba loại máy hàn laser chính được sử dụng cho quá trình hàn:
Laser khí (CO2)
Nguồn laser CO2 là hỗn hợp khí với CO2 là thành phần chính cùng với nitơ và heli. Các laser này có thể hoạt động ở chế độ liên tục hoặc xung với dòng điện thấp và điện áp cao để kích thích các phân tử khí. Laser carbon dioxide cũng được sử dụng trong các trường hợp đặc biệt, chẳng hạn như hàn laser chùm tia kép, trong đó hai chùm tia được tạo ra và sắp xếp song song hoặc cạnh nhau.
Laser trạng thái rắn
Laser thể rắn sử dụng công nghệ Diode Pumped Solid State (DPSS) để bơm các loại quặng như ruby, thủy tinh hoặc yttri, nhôm và garnet (YAG), hoặc tinh thể yttri vanadat (YVO4) bằng một diode laser để tạo ra tia laser. Các laser này hoạt động ở chế độ sóng liên tục hoặc chùm tia xung. Chế độ xung tạo ra các mối hàn tương tự như hàn điểm nhưng có độ xuyên thấu hoàn toàn.
Các laser này có khá nhiều nhược điểm khi so sánh với laser sợi quang hiện đại, nhưng chúng ta không thể phủ nhận rằng laser thể rắn vẫn có độ ổn định và chất lượng chùm tia tuyệt vời cùng với hiệu suất cao.
Laser bán dẫn cũng ở trạng thái rắn nhưng thường được coi là một loại riêng biệt với laser thể rắn. Loại laser này chỉ được sử dụng cho các dự án nhỏ và giá thành rẻ. Tuy nhiên, đôi khi chúng được sử dụng khi hàn ở những khu vực khó tiếp cận vì thiết bị nhỏ gọn hơn. Chất lượng chùm tia kém hơn nhiều so với các loại laser khác, do đó, nó không phổ biến trong môi trường công nghiệp.
Laser sợi quang
Laser sợi quang là loại laser thể rắn mới hơn, cung cấp công suất cao hơn, chất lượng tốt hơn và hoạt động an toàn hơn. Trong laser sợi quang, chùm tia laser được tạo ra khi sợi quang hấp thụ ánh sáng thô từ các diode laser bơm. Để đạt được sự biến đổi này, sợi quang được pha tạp một nguyên tố
đất hiếm. Bằng cách sử dụng các nguyên tố pha tạp khác nhau, có thể tạo ra các chùm tia laser với dải bước sóng rộng, khiến laser sợi quang trở nên hoàn hảo cho nhiều ứng dụng, bao gồm hàn laser và cắt laser. Tuy nhiên, cần lưu ý rằng đầu cắt laser tiêu chuẩn không thể được sử dụng để hàn và đầu hàn laser không thể đáp ứng tốc độ cắt và chất lượng yêu cầu trong hầu hết các ứng dụng công nghiệp.
Ưu điểm của hàn laser
- Chất lượng tuyệt vời nhờ lượng nhiệt đầu vào thấp và khả năng kiểm soát công suất laser chính xác.
- Quá trình này diễn ra nhanh chóng nên chi phí đơn vị thấp.
- Độ sâu hàn lớn tạo ra mối hàn có độ bền cao.
- Cho phép kết hợp các vật liệu hàn mà các phương pháp khác không thể thực hiện được.
- Thiết bị hàn đơn giản cho phép hàn trong điều kiện đặc biệt.
Nhược điểm của hàn laser
- Đầu tư ban đầu cao
- Dung sai nghiêm ngặt đòi hỏi phải lắp ráp phôi hoàn hảo và hiệu chuẩn laser.
- Vật liệu có độ phản xạ và độ dẫn điện cao (nhôm và đồng) có thể tạo ra kết quả hàn không đẹp mắt (trong trường hợp sử dụng tia laser Co2).
- Độ xốp và giòn có thể là kết quả của quá trình đông đặc nhanh.
- Hệ thống quang học laser khá mỏng manh và dễ bị hư hỏng.
Hàn Laser-Hybrid
Hàn laser lai kết hợp các khái niệm về hồ quang điện và chùm tia laser. Cả hai hoạt động đồng thời trong cùng một vùng hàn, bổ trợ cho nhau và tạo ra một quy trình hàn độc đáo. Mặc dù hàn laser có thể được sử dụng kết hợp với hầu hết mọi quy trình hàn hồ quang, nhưng có một số quy trình nổi bật và được sử dụng phổ biến hơn.
Có ba loại hàn laser lai chính:
- Hàn tăng cường MIG (thường đồng nghĩa với hàn laser lai)
- Hàn tăng cường TIG
- Hàn tăng cường hồ quang plasma
Quy trình hàn lai mang lại khả năng xuyên thấu sâu nhờ hàn laser và tạo ra hình dạng mũ hàn tương đương với quy trình hàn hồ quang . Việc sử dụng khí bảo vệ và các vật tư hàn hồ quang khác giúp kiểm soát tốt hơn các đặc tính của mối hàn so với hàn laser đơn thuần. Hàn laser lai chắc chắn là một quy trình đang phát triển và sẽ ngày càng được sử dụng rộng rãi trong các ngành công nghiệp đóng tàu, đường sắt, ô tô và các dự án hàn ống quy mô lớn trong tương lai.
Tìm thiết bị, vật tư đánh bóng ở đâu uy tín, chất lượng
Hiện nay thiết bị, vật tư đánh bóng được phân phối với nhiều nhà sản xuất và giá cả khác nhau. Nếu bạn cần tìm mua cho mình thiết bị, vật tư đánh bóng hãy liên hệ với chúng tôi theo thông tin bên dưới để nhận được ưu đãi tốt nhất cũng như được tư vấn bởi những kỹ sư đánh bóng của chúng tôi:
Công Ty TNHH Đầu Tư Phát Triển Cuộc Sống
Địa chỉ: 487 Cộng Hòa, Phường 15, Quận Tân Bình, TPHCM, Việt Nam
Điện thoại: 028 3977 8269 / 028 3601 6797
Di động: 0906 988 447
Email: sales@lidinco.com